Design and Engineering Considerations for a Zero Liquid Discharge System
open

With water costs escalating and regulations driving industry leaders to look for alternative ways to reduce their water use, zero liquid discharge (ZLD) systems are getting more attention as useful wastewater treatment and water management solutions.
ZLD is a process that aims to eliminate any liquid waste from leaving the plant or facility boundary, and instead recycle the water for reuse. As water scarcity becomes increasingly problematic, more and more industrial facilities are turning to this approach as a waste management solution, especially in areas that are experiencing drought.
Most ZLD systems use multi-stage membrane or thermal processes to pretreatment, concentrate and evaporate the industrial effluents before they reach the final water recycling stages. These processes include ultrafiltration/reverse osmosis (UF/RO) dual-membrane systems, which typically recover 60%-75% of the feed brine with high efficiency RO technology (HERO), which can achieve overall water recovery > 90-95%
In some cases, FO is used instead of RO because it operates at low pressure and has a lower fouling propensity than hydraulically driven systems. This can decrease the energy consumed in the final water recycling section, and enables the use of less expensive alloys to build major process equipment.
The evaporation/crystallization of wastewater in a modern ZLD system creates clean water that is recycled back into the plant as well as a solid product suitable for landfill disposal. This strategy can help a power plant meet its goals for environmentally responsible discharge and enhance public perception of the facility’s impact on the local water supply.
DNREC monitors surface waters statewide, with staff from each of its regional offices collecting samples at more than 1,000 locations throughout the state. These samples are sent to a state laboratory for analysis.
Many of these monitoring programs also incorporate volunteer evaluators to supplement professional staff's work and help identify water pollution problems more efficiently. These volunteers are trained to collect and analyze water quality data for a variety of parameters that can be useful in developing water quality management strategies.
In addition, a ZLD system is typically equipped with inlet buffering tanks to prevent concentration peaks that could lead to discharge of contaminants from the feed wastewater to the receiving water. These tanks are especially important if the feed wastewater has high levels of certain nutrients or other dissolved compounds that are harmful to humans and animals when discharged into water.
Another major benefit of ZLD is that it maximizes the recovery of valuable byproducts for reuse. This reduces the volume of wastewater that is ultimately discharged to an environment, thus reducing the amount of toxic chemicals affecting the surrounding ecosystem and increasing water sustainability.
The ability to recover a large percentage of waste streams from industrial processes, along with stricter regulations for the disposal of liquid wastewater, are driving the popularity of ZLD systems. However, these systems can have a challenging impact on the environment.
With the advent of portable, in-situ monitoring instruments, like YSI's handheld sensors, water quality testing has moved to a new level. These tools are designed to be lightweight, portable, and user-friendly. They have made in-situ monitoring possible for a wide range of scientists and environmental managers, from field technicians to research engineers.
When used in conjunction with other treatment processes, this approach can result in high water recovery rates and minimize costs associated with onsite disposal. However, these systems may not be right for every application.
Especially for power plants that produce large volumes of liquid waste, zero liquid discharge is an important solution to keep the wastewater in a safe place. Coal-fired power plants often produce cooling tower blowdown, bottom ash and flue gas desulfurization (FGD) wastewaters that contain large amounts of heavy metals and other contaminants that could be hazardous to human health or the environment.
In order to meet strict discharge standards for the power industry, many power plants use a ZLD process to treat these wastewaters. By treating the wastewater using membranes and concentrating it in salts, these ZLD systems can significantly reduce the amount of heavy metals that can be released to the environment.
These systems also eliminate the need for onsite disposal, and can be more cost-effective in the long run due to lower energy consumption. In addition, the system can provide valuable byproducts for reuse and help to comply with local discharge and water re-use regulations.
As the world faces increasingly strict regulations on the discharge of liquid waste, more and more businesses are turning to ZLD as a solution to their wastewater problems. These programs can help to avoid astronomical discharge fees, improve a facility's environmental impact, and decrease the impact on the community's local water supply.
Design Considerations
Zero Liquid Discharge (ZLD) is an advanced waste water treatment process that eliminates liquid discharges from industrial processes, while recovering over 95% of the wastewater for reuse. This process reduces environmental impact, improves sustainability and ensures compliance with local discharge and water re-use regulations. Several industries like power generation, oil & gas, chemical, petrochemicals, and mining produce wastewater that needs to undergo treatment before it can be released into the environment. These wastewaters are typically sent through plant outfalls to surface waters, evaporation ponds or deep well injection sites. As the availability of water continues to decrease, it has become essential for these industries to find effective ways to manage their wastewater and prevent any unnecessary disposal into the environment. ZLD systems are an excellent solution to this problem, providing a means for these industries to avoid costly disposal and minimize their environmental footprint. While there are a variety of different designs for Zero Liquid Discharge systems, the key considerations for the design of a system include the wastewater composition and stream streams to be treated. In addition, the cost of operating the system and foot print availability should also be considered.
Waste Water Chemistry
A zero liquid discharge (ZLD) system is a process that reduces industrial waste generation while recovering resources that are present in wastewater. These resources can include carbon, water, nutrients, heavy metals and energy. A ZLD system typically uses a combination of pre-treatment, concentration and evaporation to produce a solid product suitable for disposal. The first step is usually a reverse osmosis (RO) process to concentrate dissolved substances. This method also allows the production of ultrapure water. The next step in ZLD treatment is to evaporate the waste liquids. This can be done with thermal processes or a high-pressure distillation unit to produce a solid product. The resulting water vapor can then be recycled into the plant or a solid waste can be produced that is suitable for landfill. Some power plants produce waste liquids that contain salts, such as those from wet gas scrubbing, coal pile run-off or leachate from gypsum stacks. These waste products can be vaporized in a modern ZLD system to create clean water that can be used in the plant or reused for another industrial application, such as a sewage treatment plant. These wastewaters often contain small amounts of regulated inorganic contaminants such as heavy metals, boron, and selenium that require a treatment step to remove before discharge. Wet FGD and IGCC wastes are commonly treated with precipitation and settling processes to remove these contaminants. One option for treating these wastes is to use a membrane system to preconcentrate the waste water before evaporation. This process can significantly reduce the size of backend evaporation equipment and minimize capital and operating costs. Depending on the specific composition of the waste water, this can be accomplished with softening, pH adjustment or other appropriate pretreatment. This can reduce the number of Total Suspended Solids (TSS) and extend the life of the membrane. Another option for treating these types of wastes is to utilize a chemisorption process. This process enables the removal of soluble compounds from wastewater using activated carbon. This can be effective for removing colorants from textile dyes, pharmaceutical residues and arsenic.Water Quality Monitoring
Water quality monitoring has long been an essential part of any water management program. It provides information about a water's quality conditions that can be used to determine the health of the surrounding environment and make informed decisions about regulating or managing the waters. State and local agencies often conduct water quality surveys, including nutrient, chemical and bacterial sampling to assess water quality. Data collected during these surveys is analyzed and compared to Delaware's water quality standards for the preparation of a Combined Watershed Assessment Report (305(b) Report) and List of Impaired Waters (303(d) List).
System Operation
As water becomes scarce, industrial facilities with wastewater that discharges to the environment need to find more efficient ways to recover and reuse the treated liquid. This is where zero liquid discharge (ZLD) technology comes in handy. ZLD systems typically include brine concentration and thermal evaporation or crystallizers. These technologies are able to reduce the amount of salts and impurities in the liquid waste, producing pure water ready for reuse.
Related Posts
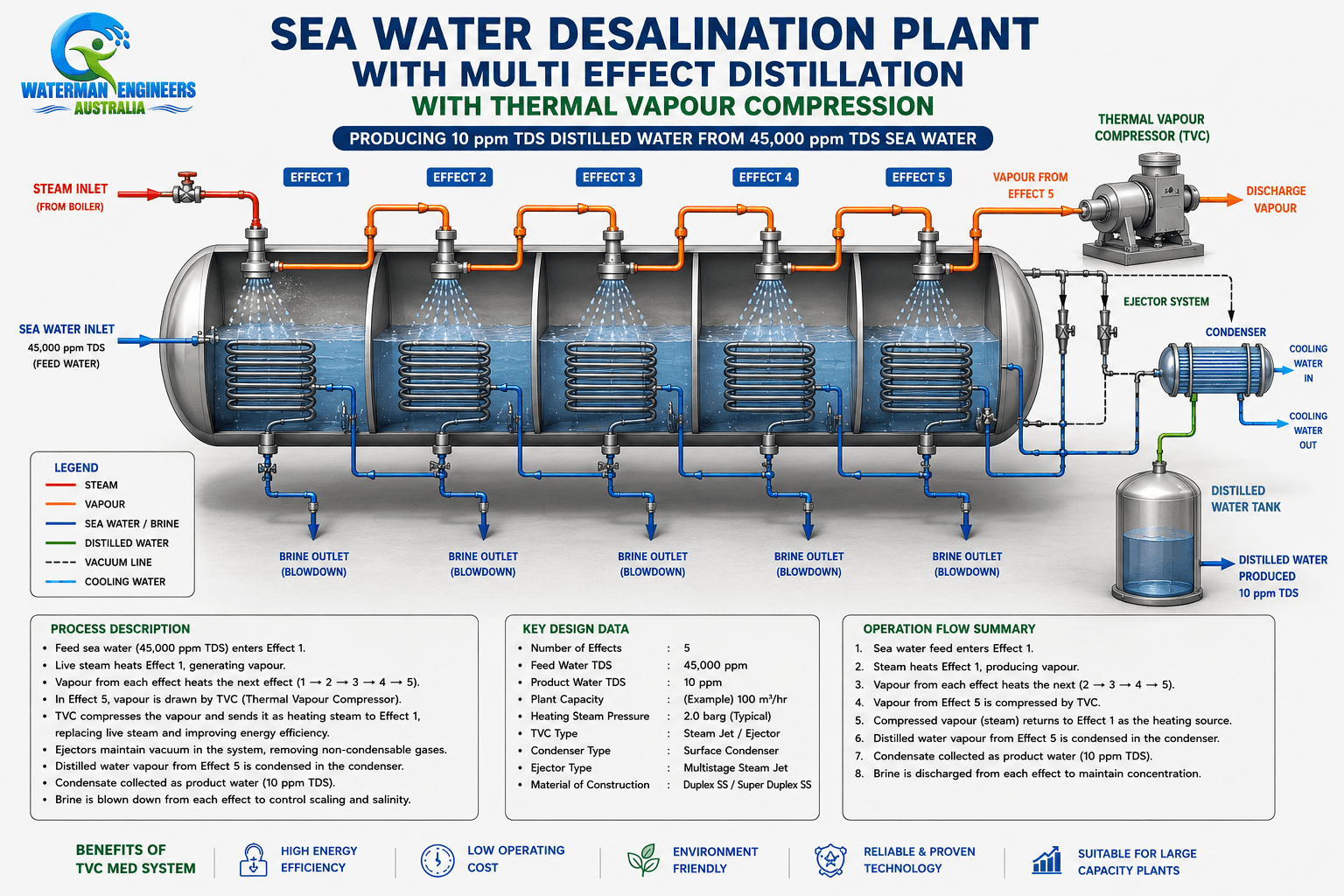
Sea Water Desalination Through Multi-Effect Distillation (MED) With Thermal Vapour Compression (TVC)
read more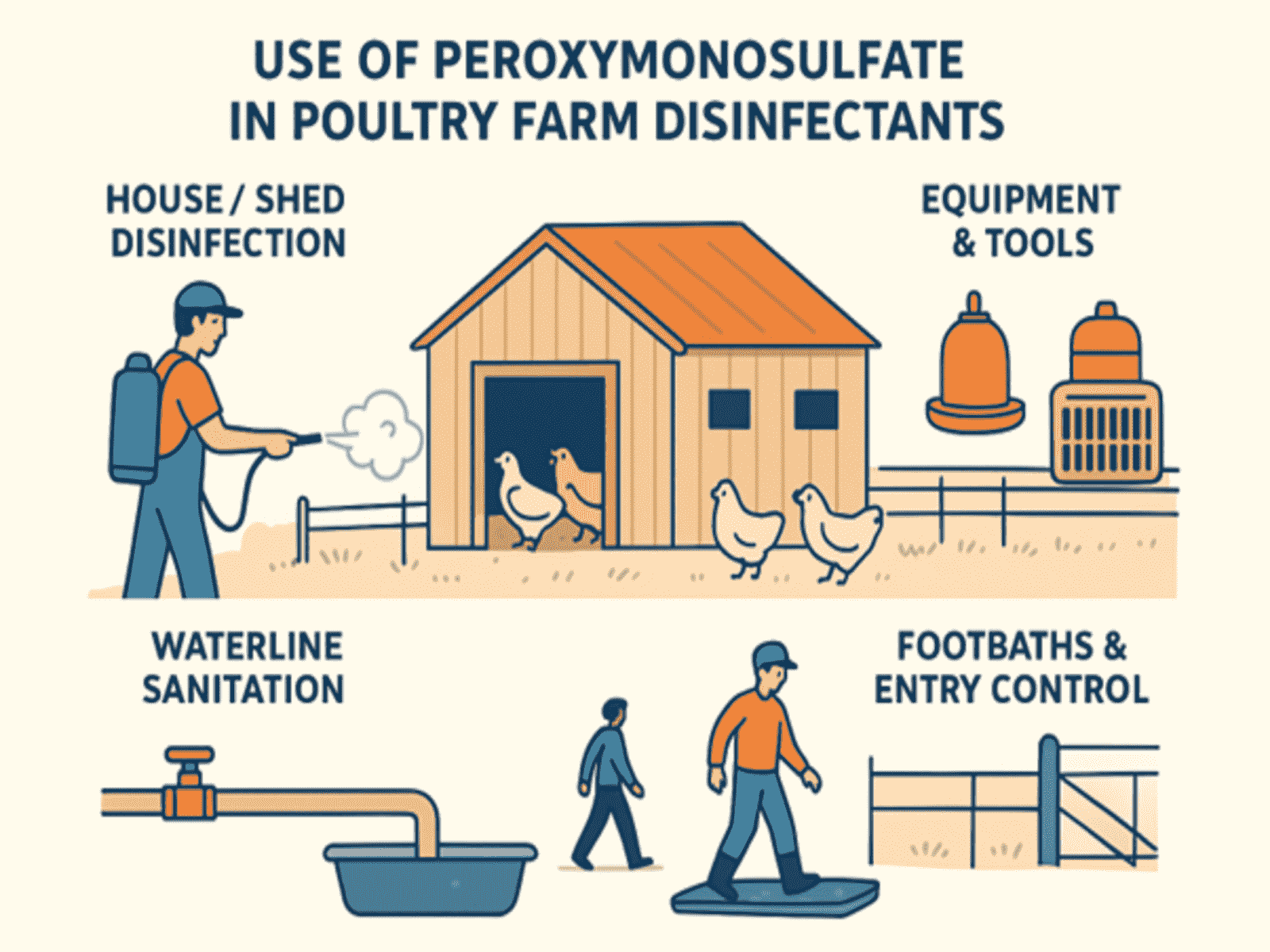
Disinfectant for Poutry Farm
read more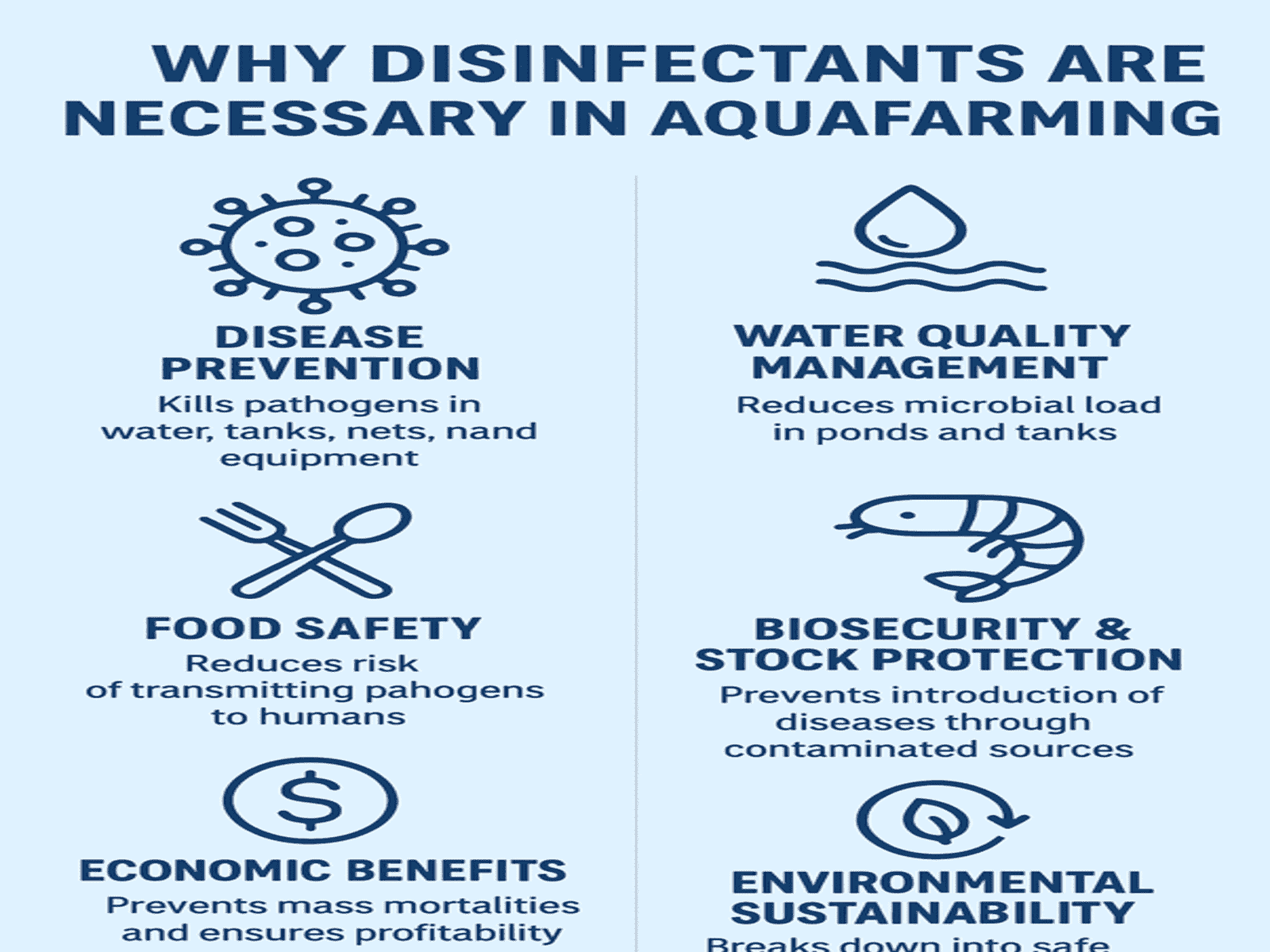
Why disinfectant is necessary for aquafarming
read more
How profitability in aquafarming depends on the use of disinfectants
read more
Bio Security in poultry farm—Fogging procedure of disinfectant
read more
Why Disinfectants Are Necessary in Poultry Farms
read more
Virucidal importance in disease control in AQUAFARMING
read more
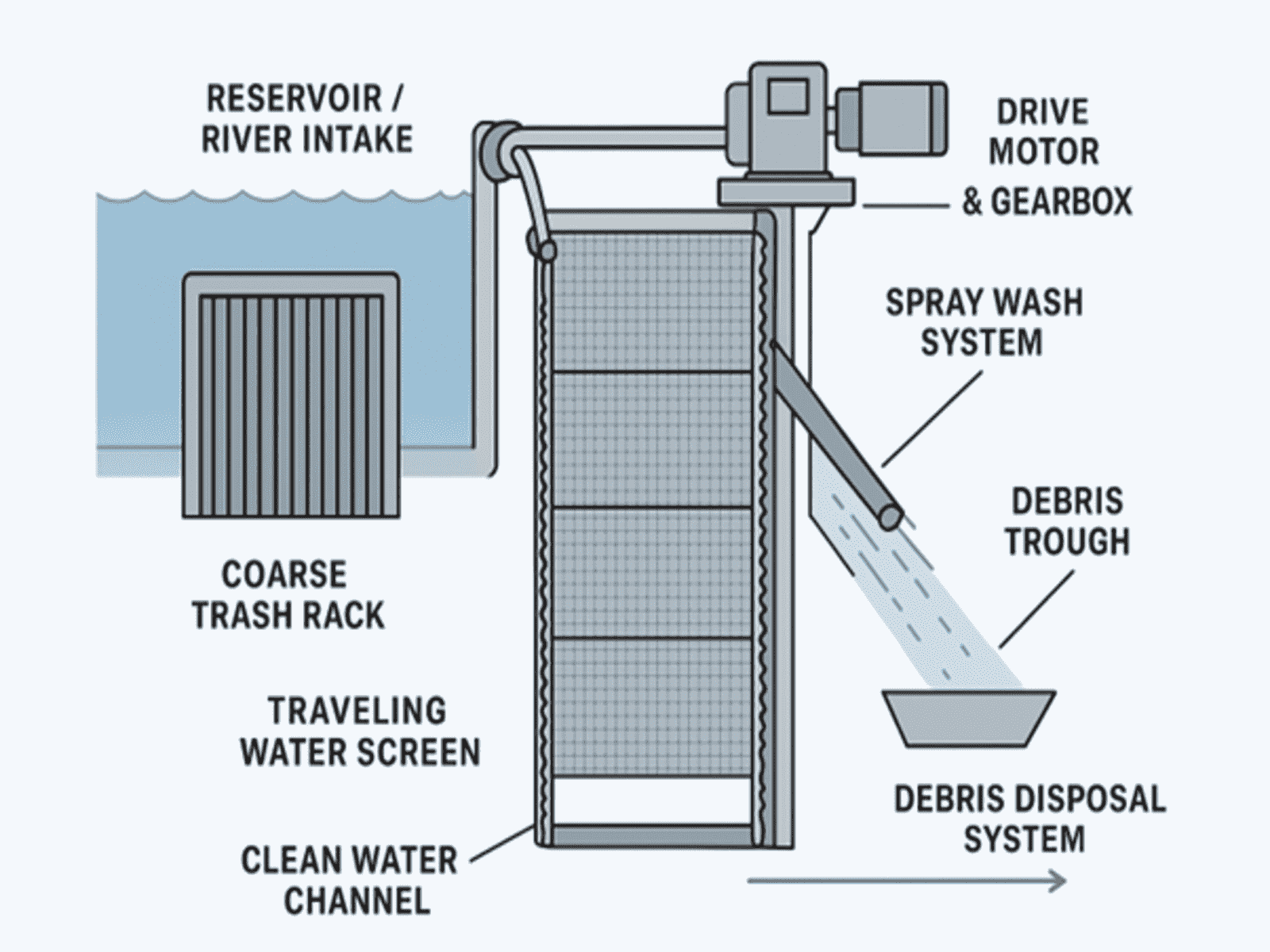
Water Filter Screens in Hydroelectric Power Stations
read more