Flue Gas Desulfurization Scrubber Installation Process
open

The flue gas desulfurization (FGD) process at power plants requires scrubbing equipment that can handle severe and prolonged exposure to corrosive conditions. Rubber lining for scrubber towers and associated structures helps extend the life of these critical systems.
Wet FGD technology uses an alkaline-based slurry of limestone to scrub gases before discharge. The limestone slurry is showered through limestone nozzles in the cocurrent section of the device.
Flue Gas Desulfurization Scrubber Design
Many industries are being forced to implement flue gas desulfurization systems in order to meet increasingly strict environmental standards. This is particularly true for ship owners that operate vessels under the Jones Act, which mandates that they sail only in US waters. While the use of low-sulfur fuel is one way to meet these requirements, scrubbers are becoming an even more popular solution. There are a few different ways to remove Sulfur Dioxide from exhaust gases, including wet and spray dry scrubbing. Wet scrubbing works by spraying a liquid substance through the gas stream. Spray wet scrubbers are generally used in large industrial plants with high Sulphur dioxide levels, while dry scrubbers are used on smaller vessels or at power stations with lower Sulphur Dioxide levels. The most common type of wet scrubbing system uses limestone slurry to remove Sulfur Dioxide from flue gas. Dry calcium oxide is mixed with water to form a slurry that is then contacted with the flue gas to remove SO2. The resulting slurry is collected as a sludge and removed from the system. To achieve the desired level of scrubbing, the pH of the slurry must be maintained above 5.5. If the slurry’s pH drops too low, it will not be able to effectively remove SO2. In contrast, if the slurry’s pH is too high, CaCO and CaSO scale can build up and block nozzles, mist eliminators and other hardware. In addition to determining the amount of scrubbing liquid needed, the design of the scrubber is important. Depending on the gas flow and concentration of SO2, it may be necessary to add a certain amount of auxiliary chemicals to the scrubbing liquid in order to achieve the desired results. Another important consideration is the ability of the scrubber to collect particulate matter and droplets. Most scrubbers feature baffle plates, bubble caps and other structures that force the gas to turn before it escapes the layer of liquid. This helps to reduce the amount of PM that is discharged from the system. Chemical Scrubbers (also known as Gas Scrubbers) are designed to remove one or more types of gas pollutants and can be customized to meet the specific needs of the customer. In addition to integrating the required chemical additives, these scrubbers also have a water-cleaning system to meet federal discharge standards for FGD wastewater.
FGD Scrubber Installation
FGD technology is a key technology for the reduction of emissions of toxic gases at fossil-fuel power plants. These plants burn coal, oil and natural gas which creates a variety of pollutants, including Sulfur Dioxide (SO2). Sulfur Dioxide can be controlled by using FGD equipment that removes the SO2 from the flue gas stream. This can be done either during the original plant construction, or as part of a retrofit to existing plants. Whether a power plant is in the process of installing a wet limestone FGD system or upgrading its existing one, the scrubber must be installed properly to ensure it will work effectively. The scrubber is positioned downstream of the boiler waste-gas stream. This allows the limestone slurry to contact the flue gases, removing their Sulfur Dioxide content. It also provides a valuable by-product – gypsum - that can be used as an additive to cement or in other applications. There are two main types of FGD systems: wet and dry. In wet scrubbing systems, a spray of limestone and water mixes with the flue gases to remove SO2. The resulting slurry is then pumped through a series of pumps and screens to separate the solids from the liquid. The slurry is then disposed of. This type of FGD system can be either open or closed loop. In an open loop system, the slurry is discharged to seawater, which is naturally alkaline and serves to wash away the SO2. This process is often used for coastal areas where marine environments are protected. In a closed loop system, the slurry is channeled back to a chemical processing plant to be converted to sodium or magnesium hydroxide. This converts the sulfite to sulfate which can be deposited into the ocean without damaging the environment. Regardless of the type of FGD system, all piping in the scrubber system will experience corrosion and abrasion due to the slurry's acidic and abrasive nature. For this reason, the pipe lining must be high-performance and resistant to this type of environment. For this purpose, Bilfinger recommends the use of chlorobutyl rubber lining for scrubber piping.Scrubber Maintenance
In order to prevent failure of the FGD scrubber, it must be maintained properly. This involves cleaning the scrubber and refueling it with clean water on a weekly basis. Workers also need to check the scrubber for clogs in the spray nozzles and tray orifices. If any clogs are found, the nozzles must be cleaned and refuelled to avoid failure. In addition, they should regularly check the gas flow rate through the nozzles to ensure that the optimum amount of water is being injected. The main purpose of a scrubber is to reduce emissions of sulfur dioxide (SO2) and other pollutants from fossil fuel power plants. During the combustion process, SO2 is produced and it must be removed from the exhaust flue gas by scrubbing it with a lime-based slurry. Many different scrubbing systems are available, including wet, dry, and spray injection. Wet scrubbers are the most common and can achieve SO2 removal efficiencies of up to 90%. In wet systems, the flue gas passes through a fly ash removal device (such as an electrostatic precipitator or baghouse) before entering the SO2 scrubber. Some plants have tried to combine the fly ash removal and SO2 scrubbing processes in one system, but these attempts suffered from poor maintenance and low SO2 removal efficiency. In addition to regular maintenance and cleaning, the scrubber should be inspected periodically for any signs of erosion, corrosive build-up, or clogs in the nozzles, spray bar, or packed beds. For wet scrubbers, these problems should be fixed as soon as possible to reduce downtime and to maintain optimal performance. H2S scavengers are used in oil refineries and various other industrial facilities to remove hydrogen sulfide (H2S) from the gas stream before it is released into the environment. These devices are very sensitive to changes in pH and require more frequent monitoring and adjustment than other types of scrubbers. Rubber linings on absorber towers, demister supports, and recycle and gas piping are exposed to extremely abrasive and corrosive environments. It is important to use the best liner material possible to extend its life and protect against corrosion. A 40 durometer pure gum rubber will give 3-7 years of service, while chlorobutyl lines can last up to 15 years.Scrubber Operation
This is a chemical process that is performed at industrial scale. The acid is sulfur dioxide in the flue gas and the base is a lime slurry or dry powdered sorbent. The sorbent reacts with the sulfur dioxide to produce calcium sulfite, which is separated from the gas and collected as a sludge for disposal. Wet scrubbing has traditionally been used at fossil-fuel power plants with combustion units that fire coal and oil, from 5 MW to 1500 MW capacity. This type of scrubbing is also employed at municipal waste-to-energy facilities for HCl control. As with all chemical reactions, FGD operations must be carefully controlled to maintain optimal performance. The most important consideration is the liquid-to-gas ratio, which defines the quantity of slurry and gas required for effective SO2 removal. Several wet scrubbing system designs are available. They can have vertical or horizontal flue gas flow, with the slurry flowing concurrently or countercurrently with the flue gas. The most common design of wet scrubber, a spray tower, provides good gas-liquid contact by using spray nozzles in various configurations to direct the slurry across a large area of the internal surfaces. Earlier versions of this design, however, often included packing or trays to enhance gas-liquid contact. These devices, however, added significant capital and maintenance expenses. They increased pressure drop and fan requirements, and were prone to blockage by spray-deposited sludge, which lowered absorption efficiency. Today, a simpler design of wet scrubber has gained popularity. This type of scrubber uses a recirculating slurry that is constantly flushed by a fresh water bleed stream. The slurry is recirculated to prevent gypsum buildup or plugging of the nozzles. It is also fed to a sludge thickener, from which the overflow is pumped to a pond. The sludge pond is then replenished from fresh water and makeup water fed to the slaker.Related Posts
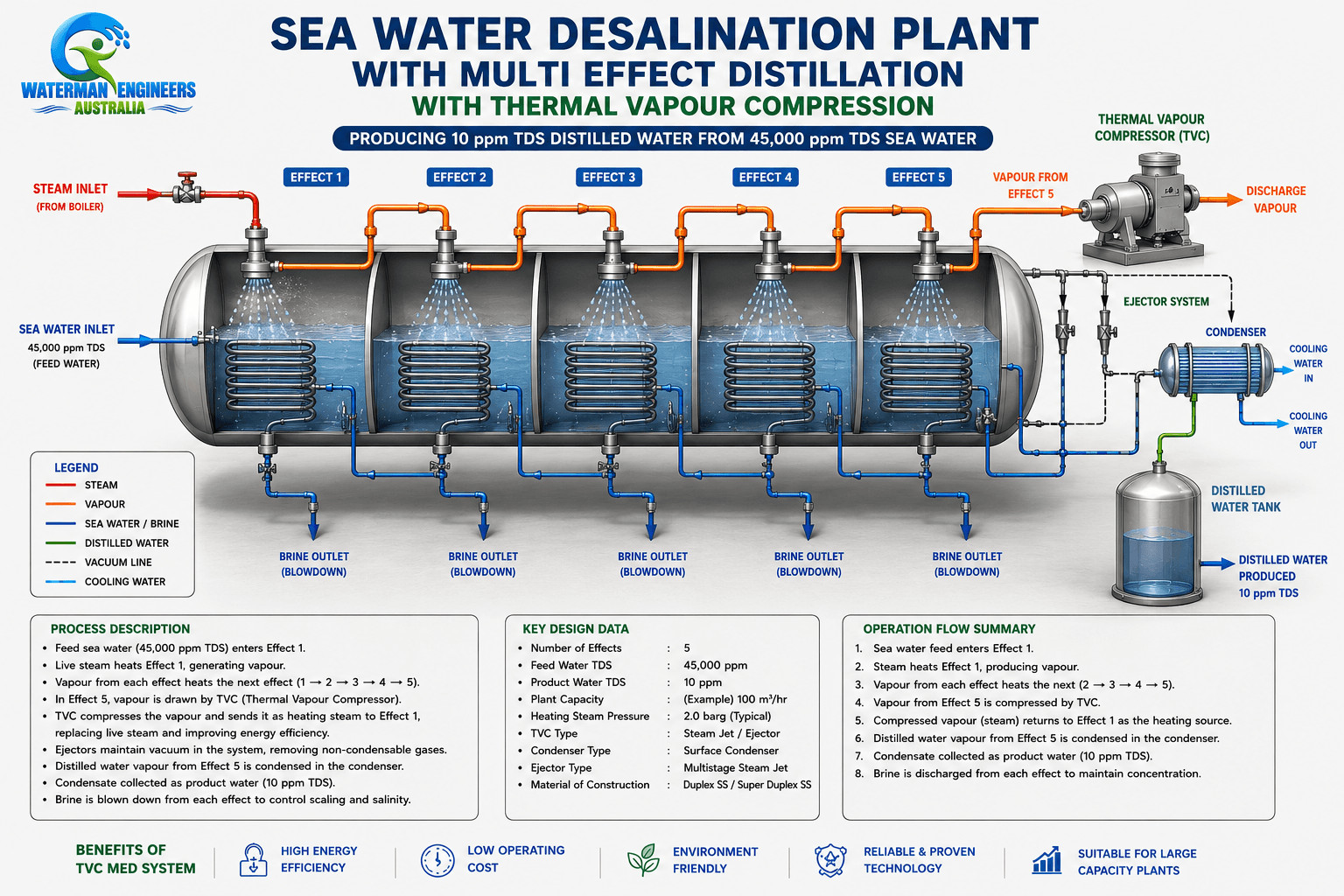
Sea Water Desalination Through Multi-Effect Distillation (MED) With Thermal Vapour Compression (TVC)
read more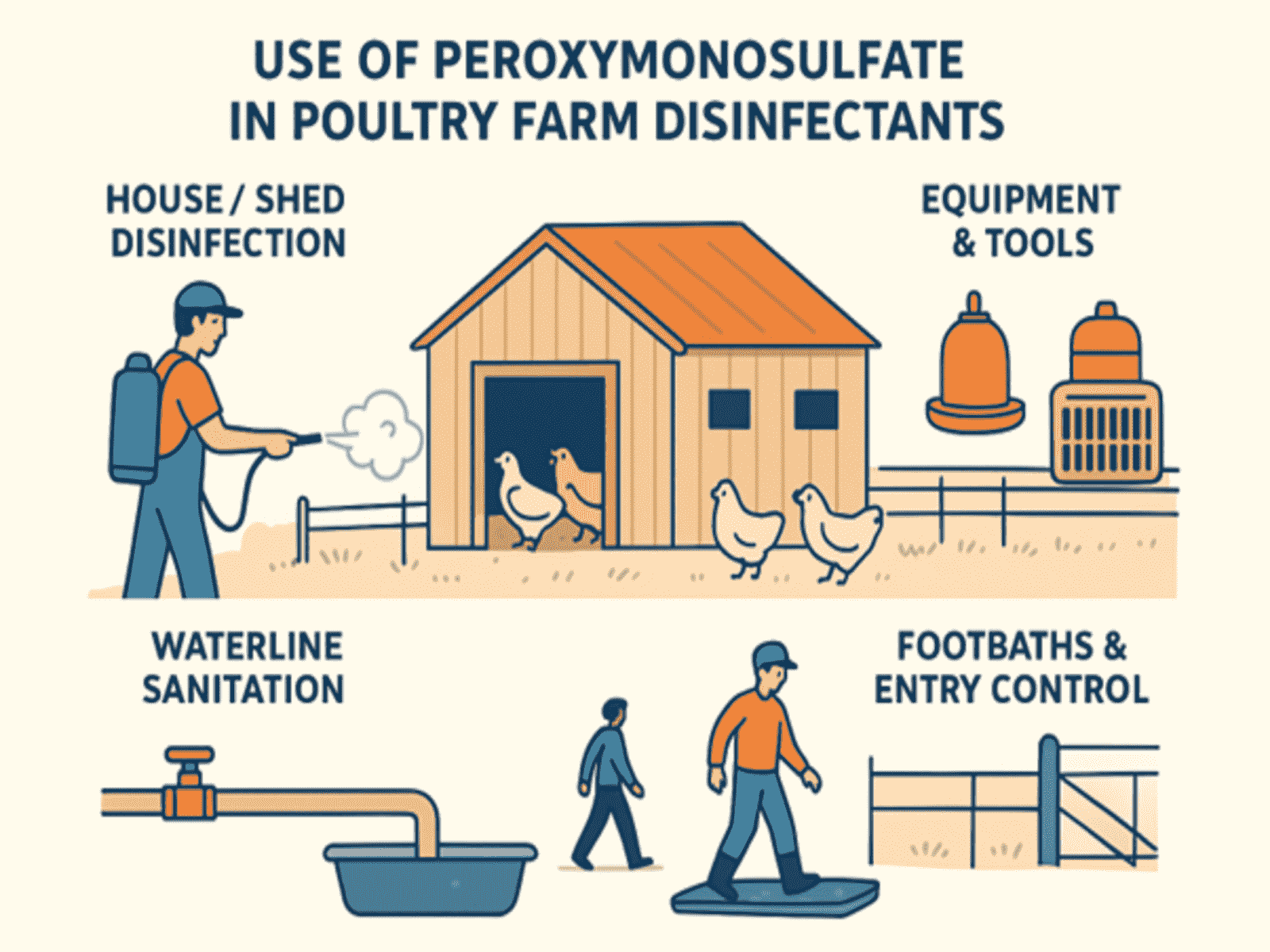
Disinfectant for Poutry Farm
read more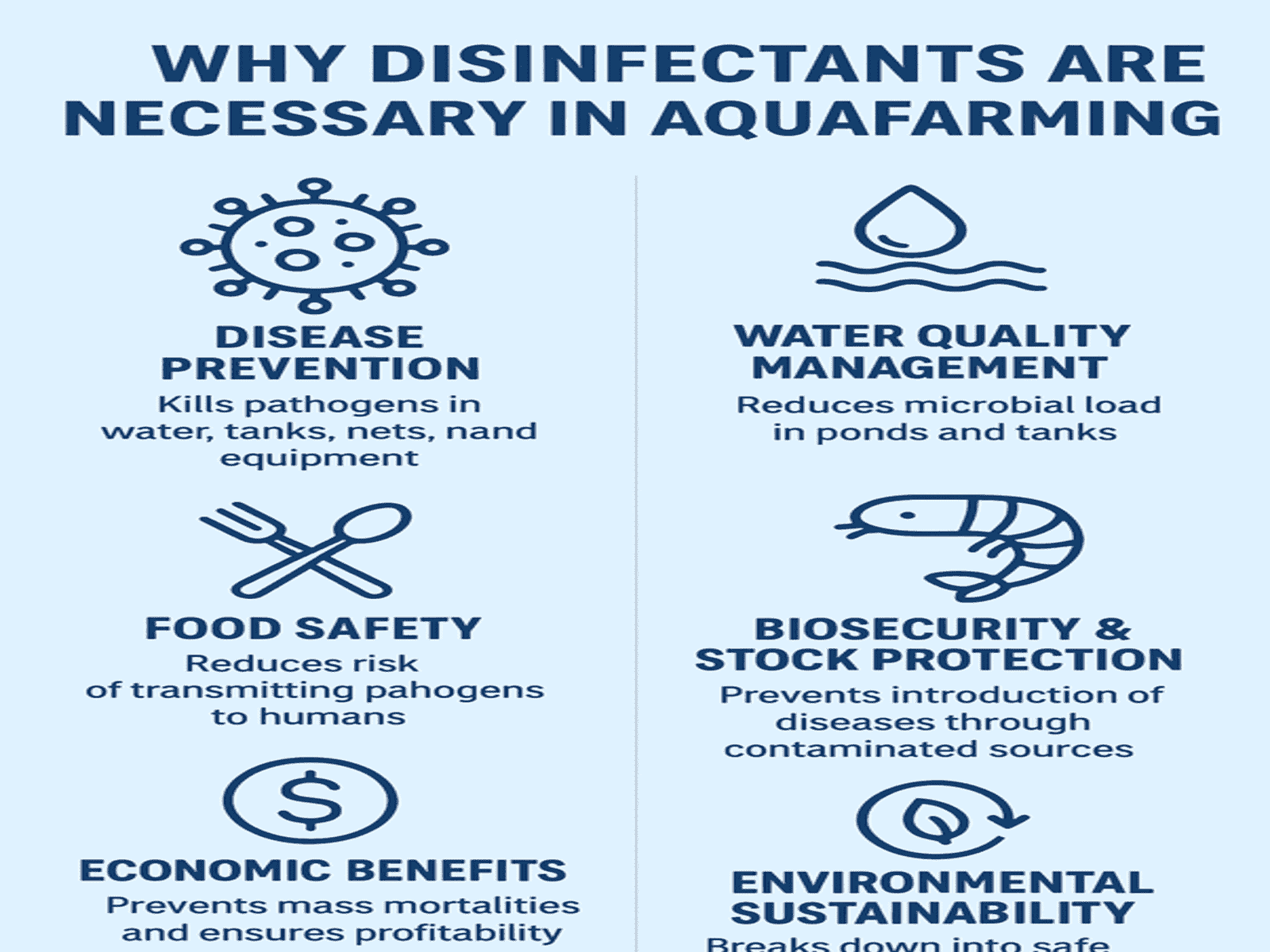
Why disinfectant is necessary for aquafarming
read more
How profitability in aquafarming depends on the use of disinfectants
read more
Bio Security in poultry farm—Fogging procedure of disinfectant
read more
Why Disinfectants Are Necessary in Poultry Farms
read more
Virucidal importance in disease control in AQUAFARMING
read more
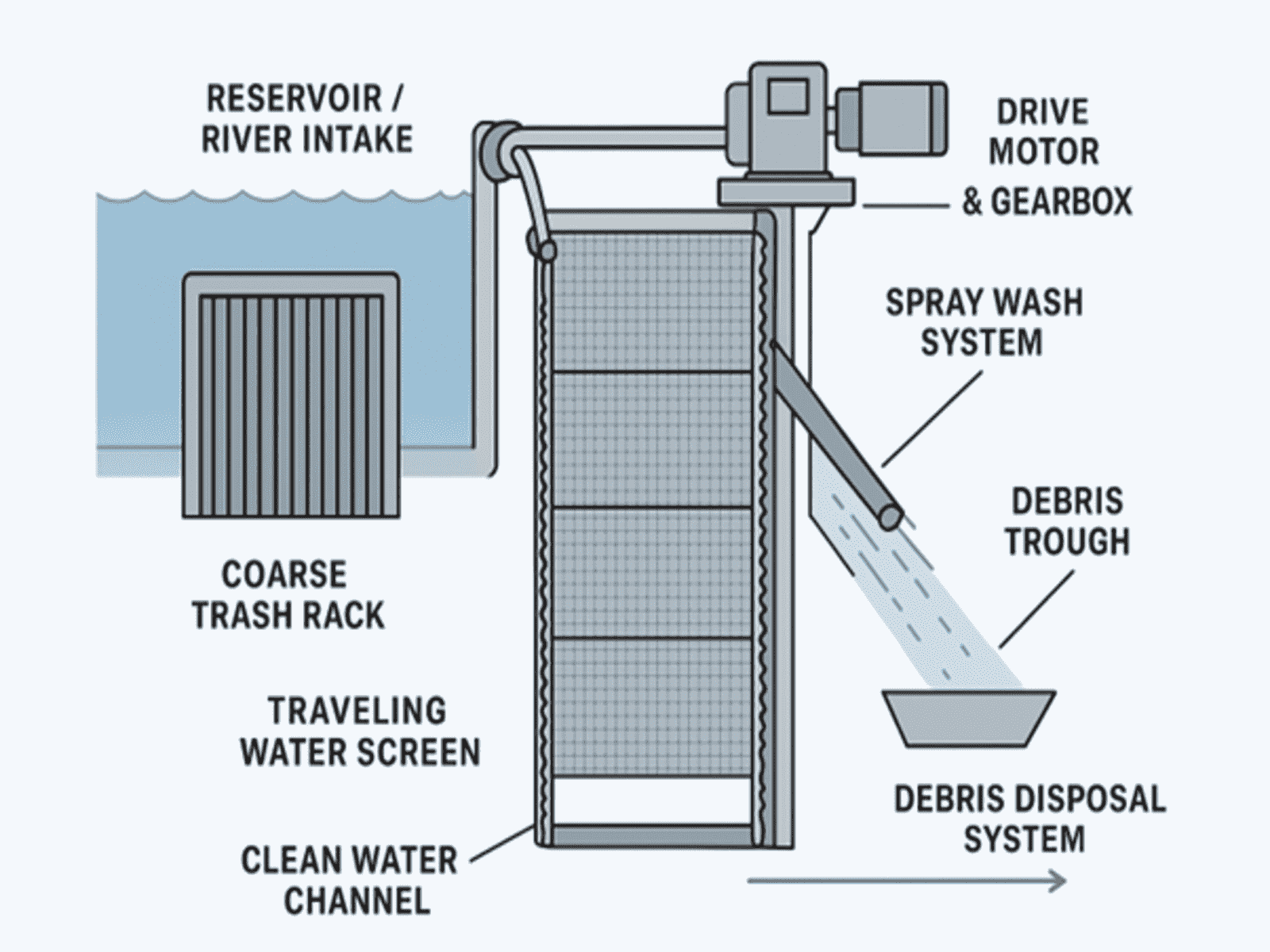
Water Filter Screens in Hydroelectric Power Stations
read more