Comparison of Flue Gas Desulfurization Scrubber With Other Pollution Control Technologies
open

With stringent environmental regulations limiting sulfur dioxide (SO2) emissions it makes economic and ecological sense to use flue gas desulfurization scrubbers.
In FGD systems, sulfur dioxide is removed from combustion gases using an absorbent. This is typically a slurry of limestone or dry pulverized lime.
These systems can be used on coal or fossil fuel power plants. They are also often employed on industrial applications like cement kilns, metal smelters and petroleum refineries.
Cost of Flue Gas Desulfurization Scrubber
The cost of using a flue gas desulfurization scrubber can be expensive. However, it is worth the investment when compared to the costs of the health problems associated with coal-fired power plant emissions. Scrubbers use limestone (or other chemical reagent) to react with SO2 in the exhaust gas and remove it from the atmosphere before it is released into the environment. The white plume that you see at a power station is the water vapor produced by this reaction. In order to ensure that SO2 levels are kept within the required limits, a continuous monitoring system is in place. The monitors provide the plant operators with information on SO2 concentrations in the air and notify them when the SO2 levels are outside of the allowed ranges. Several types of scrubbers are available. In a wet FGD system, a liquid alkaline slurry of limestone or slaked lime is injected into the flue gas stream and scrubbed. The SO2 is removed as the slurry oxidizes to form calcium sulfite and calcium sulfate. These are separated from the flue gas and can be sold as gypsum. In wet FGD systems, the slurry is typically pumped through the scrubber using spray tower technology. Dry FGD systems utilize a variety of technologies including regenerative, double contact flow, and fluidized bed. Compared to wet scrubbers, these are generally less expensive and have lower SO2 removal efficiency. In recent years, two emerging technologies, novel integrated desulfurization and circulating fluidized bed scrubbing, have significantly improved FGD system economics. The type of scrubber selected is often a function of many factors, including the capacity of the plant, fuel type and fuel-to-sulfur ratio, availability and price of the reagent, type and price of side products, disposal problems of the byproducts and environmental factors. In addition to being used at power plants, scrubbers are also in use at fertilizer production facilities, glass manufactures and chemical manufacturing companies to remove hydrogen fluoride, ammonia and methyl alcohol from the process streams.Environmental Impact of Flue Gas Desulfurization System
Flue gas desulfurization systems reduce emissions of sulfur dioxide (SO2) and other pollutants that contribute to the formation of acid rain. The technology is used in coal- and oil-fired power plants and other industrial processes that produce large amounts of SOx, including waste incineration, petroleum refineries, cement and lime kilns. SO2 in the atmosphere can damage forests, lakes and other water bodies by forming acidic rain and degrading surface soils. It can also cause respiratory problems and other health issues in humans and animals. To combat the effects of SO2, governments have set stringent emission limits for power plants that burn fossil fuels. The use of flue gas desulfurization technology cuts SOx and particulate pollution significantly. This has allowed companies to use cheaper, low-sulfur fossil fuels such as natural gas and refuse derived biomass to generate electricity. There are several different types of scrubbers, which differ in how the gas and liquid phases are brought into contact. For example, some are designed to inject reagent into the flue gas stream, while others use a spray or absorber to remove the SO2. In addition to this, a scrubber system can be classified by how it uses power to initiate the cleaning process: some systems are powered by electricity, while others use heat from a steam turbine to drive a fan. A wet scrubber is a traditional method for SO2 removal that involves using seawater or fresh water. The scrubber is fitted with an aeration chamber where a fluidized bed of limestone, sodium or calcium hydroxide is mixed with the flue gases to react with the SO2. The resulting slurry then drips down a series of troughs where it is pumped out of the aeration chamber and into a storage tank. The slurry is then dehydrated to form anhydrite, or gypsum CaSO4. This process typically has a 99% efficiency of SO2 removal and generates no byproducts, making it the preferred method for SO2 scrubbing. However, it has a lower thermal efficiency and requires significant energy to maintain the pH of the slurry. Consequently, some companies have begun to use dry scrubbing technologies such as electrostatic precipitation (ESP) and bag filters to achieve higher SO2 removal efficiencies.
Operational Readiness of FGD Scrubber
FGD is currently the most effective technology available for reducing toxic emissions from coal-fired power plants. These devices remove harmful Sulfur Dioxide contaminants from the flue gases that are exhausted into the atmosphere. As a result of advances in process chemistry, material science, simpler designs and other technological improvements, scrubbers are now one of the cheapest options for controlling SO2 emissions. Coal-fired power plants produce electricity by burning sulfur-rich fuel to generate high-pressure steam. This steam flows into a turbine, which spins to create electricity. The exhaust from the turbine is then cooled and sucked through the scrubber system, which removes the harmful Sulfur Dioxide from the gases before they are exhausted into the atmosphere. Scrubber systems are designed to react with and remove gaseous pollutants through either a wet or dry process. The wet scrubbing process injects an alkaline slurry of limestone (or other chemical reagent) into the flue gas stream. This slurry combines with the SO2 to form a wet calcium sulfite, which is removed from the flue gas stream and converted into a salable gypsum. Dry scrubbing systems work in much the same way but without the use of water to introduce the slurry. Instead, these systems inject dry hydrated lime into the flue gas. This method avoids any potential scale buildup that can impact scrubbing performance. Both wet and dry scrubbing systems are designed to achieve a high level of SO2 removal efficiency, which is required to meet environmental regulations. In addition, the recent rise in oil prices has driven many utilities to pursue cost-effective alternatives that can reduce their operating costs. One of these alternatives is the seawater-based FGD, which enables plants to use natural ocean water as the source of the alkaline slurry. This approach also saves on the cost of constructing and maintaining a cooling tower for the slurry. Compared to conventional wet FGD, a seawater-based scrubber can achieve SO2 removal efficiencies up to 90% and is currently being deployed at a number of sites. This includes the 1,500 MW Aberthaw power plant in South Wales, which was fitted with a Seawater FGD system by RWE npower in 2010. It is the only power station in the UK to use this technology.Flue Gas Desulfurization Scrubber Safety
Flue Gas Desulfurization Scrubbers remove sulfur dioxide (SO2) and other pollutants from the emissions of fossil fuel powered power plants, waste incinerators, cement and lime kilns, metal smelters, petroleum refineries and glass furnaces. It reduces the production of acid rain and particulate pollution which is harmful to plants, animals and humans. FGD systems use wet or dry processes to absorb the SO2 and other pollutants from the flue gases before they are released into the environment. The wet process uses an alkaline slurry of limestone and water or sodium hydroxide (also known as caustic soda) as the scrubber reagent. The slurry dissolves the SO2 and other pollutants from the flue gas and then is separated from the resulting sludge for disposal. The dry scrubbing method injects either dry hydrated lime directly into the flue gas duct or a spray dry system sprays an atomized form of limestone slurry into the flue gas. These systems are not as efficient as the wet limestone scrubbing systems but they still provide substantial SO2 removal. Both the dry injection and spray dry systems produce a dry final product that must be collected in particulate control devices. Most new FGD units are of the wet limestone scrubbing type and are being installed at existing coal fired power plants as well as at coal to electric generators that were not previously required to install scrubbers. There are some FGD units that use a different technology for removing SO2, such as pre-sulfurization of fuel oils or fluidized bed combustion, but these are not as widespread. Approximately 85% of the FGD units that are currently in operation in the United States are wet scrubbers, while 12% are spray dry systems and 3% are dry injection systems. The highest SO2 removal efficiencies (greater than 90%) are achieved by wet scrubbers while the lowest efficiencies are obtained with dry injection systems. This compares to efficiencies of less than 80% for many other conventional pollutants. Radiation based processes such as ion beam scrubbing are also capable of achieving SO2 removal efficiencies in excess of 90%, but the higher capital cost and other disadvantages associated with these technologies has limited their adoption.Related Posts
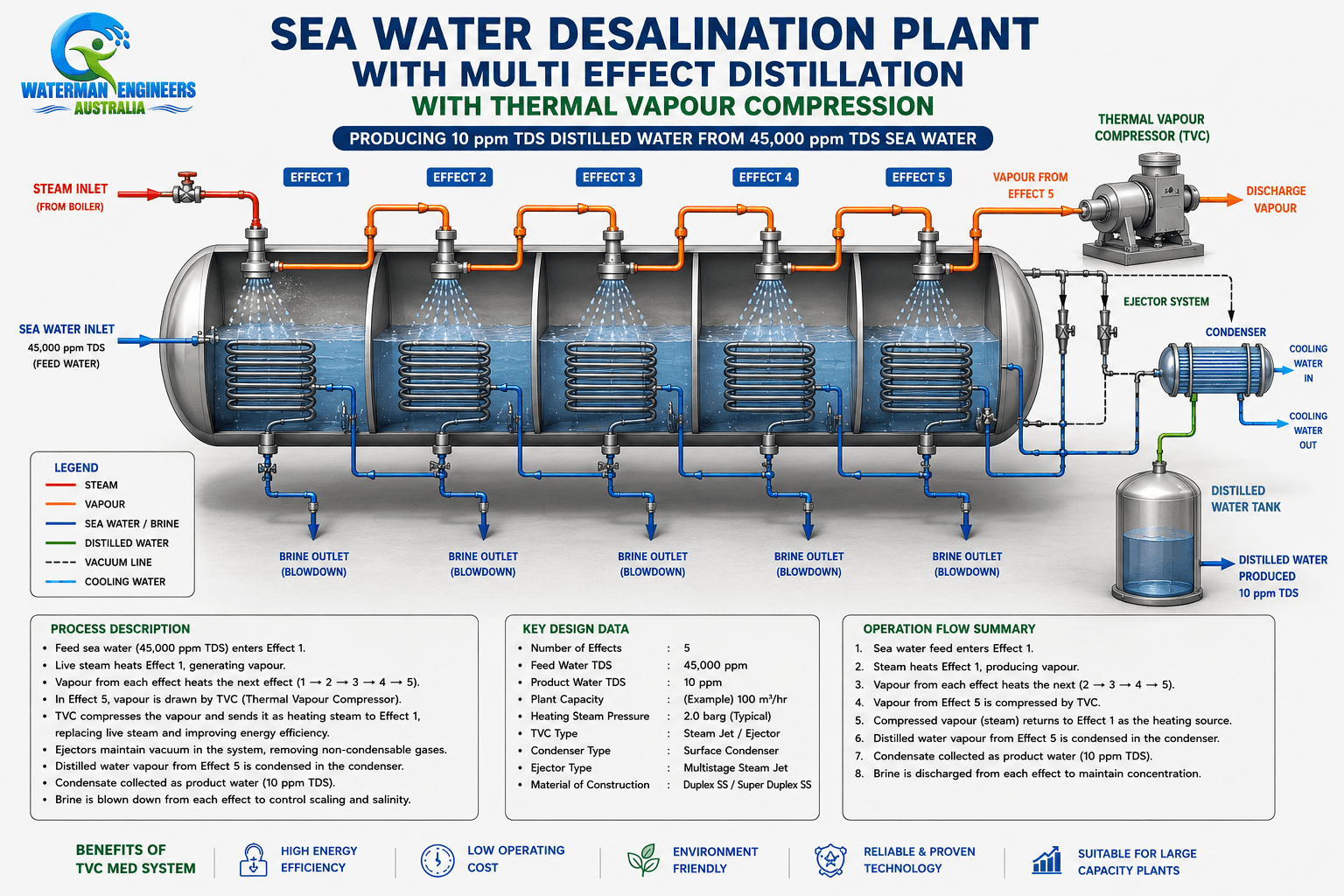
Sea Water Desalination Through Multi-Effect Distillation (MED) With Thermal Vapour Compression (TVC)
read more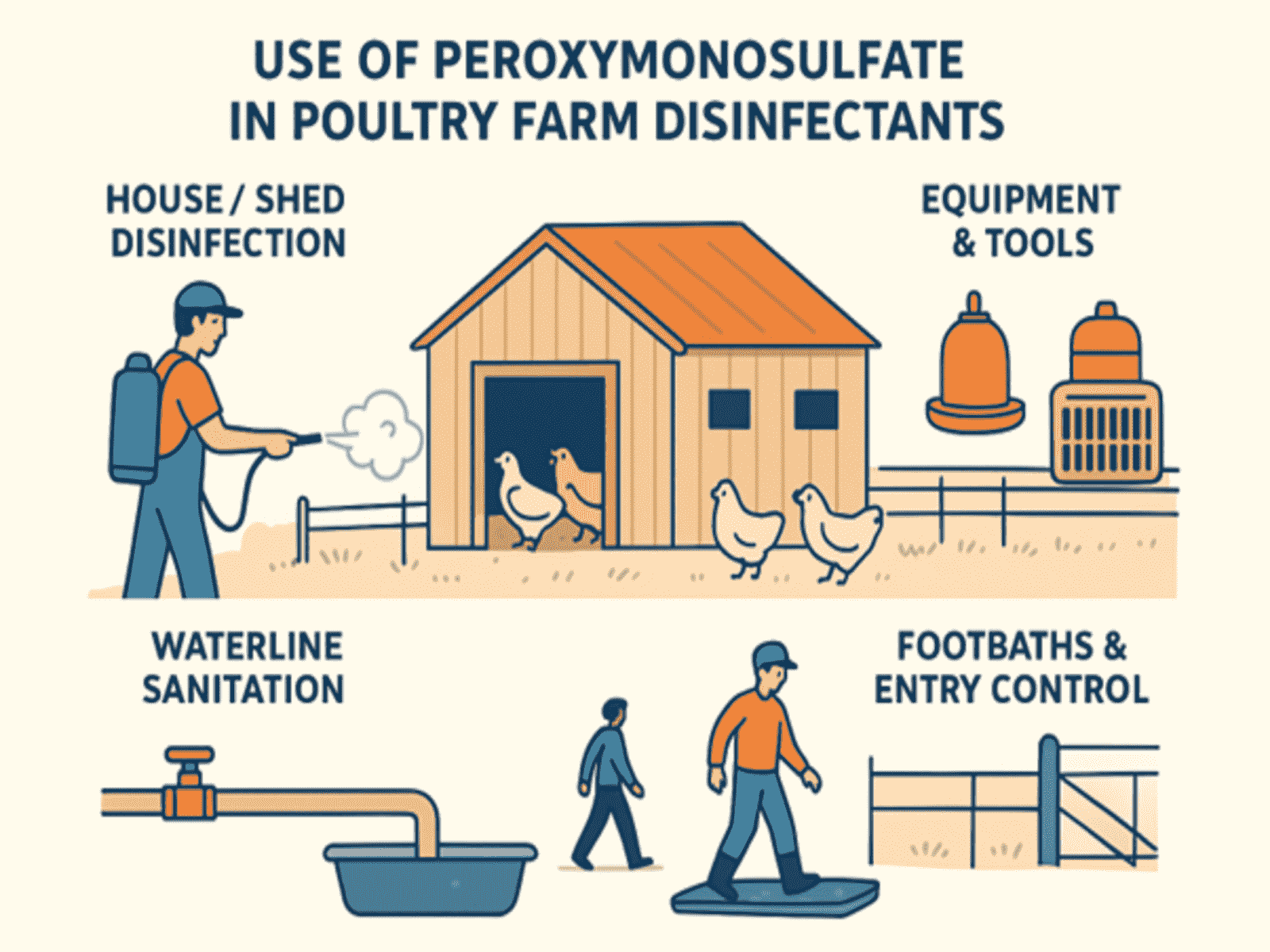
Disinfectant for Poutry Farm
read more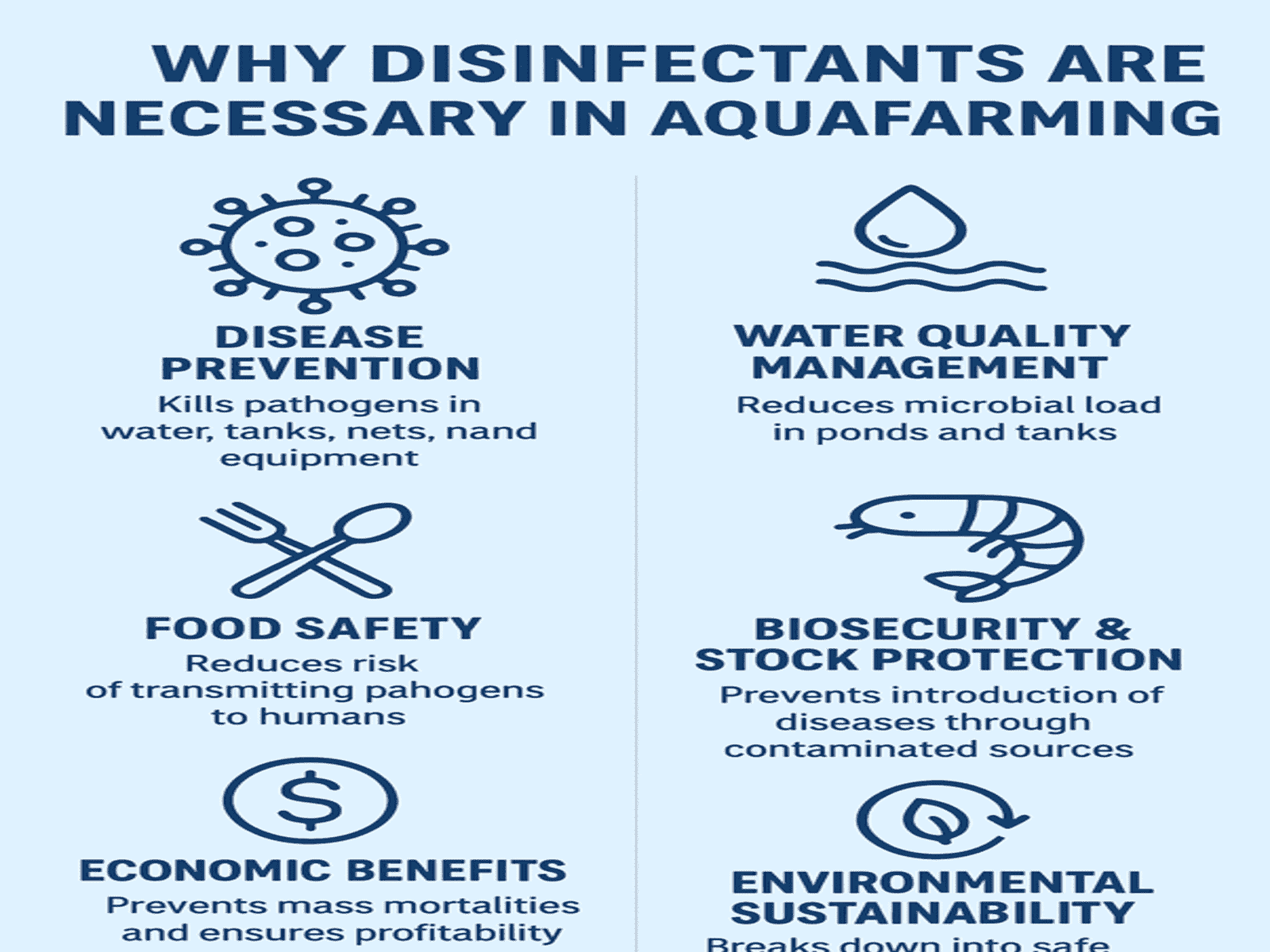
Why disinfectant is necessary for aquafarming
read more
How profitability in aquafarming depends on the use of disinfectants
read more
Bio Security in poultry farm—Fogging procedure of disinfectant
read more
Why Disinfectants Are Necessary in Poultry Farms
read more
Virucidal importance in disease control in AQUAFARMING
read more
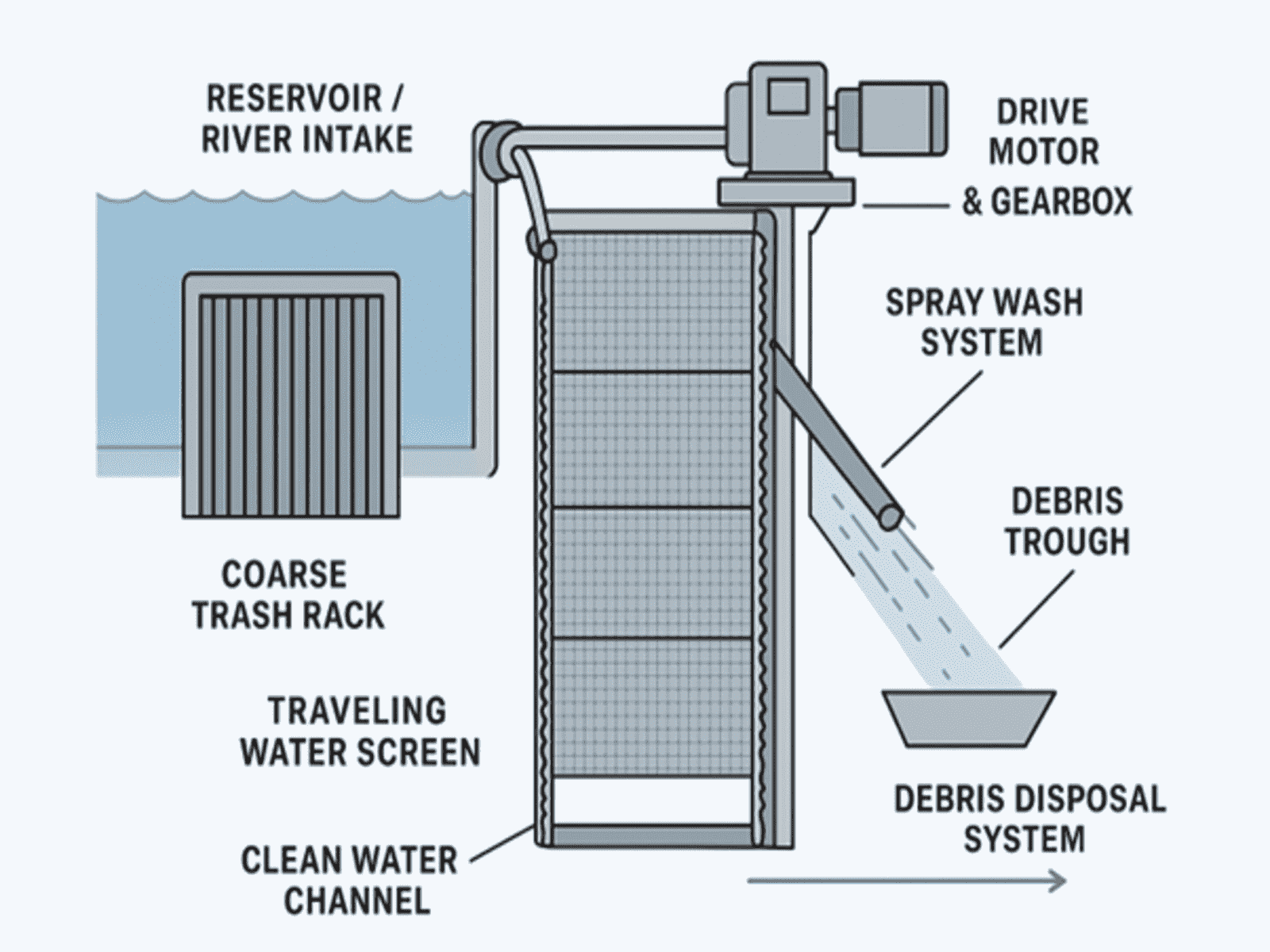
Water Filter Screens in Hydroelectric Power Stations
read more