Use of IoT & AI in Manufacturing Industry
admin
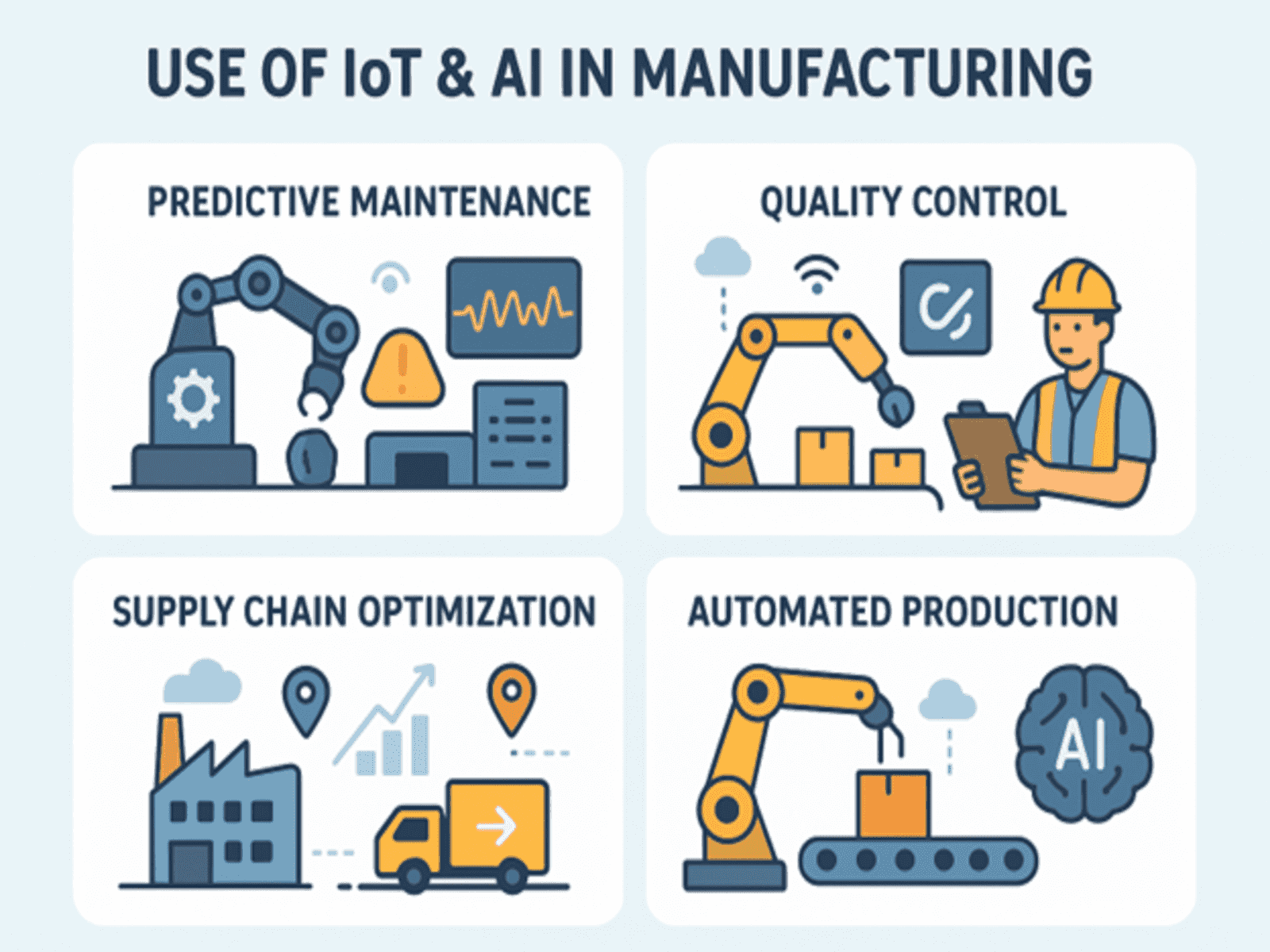
🏭 Use of IoT & AI in Manufacturing Industry
1. Predictive Maintenance
- IoT: Machines are equipped with vibration, temperature, and pressure sensors to monitor performance.
- AI: Predicts equipment failures before they happen, reducing downtime and repair costs.
2. Quality Control & Defect Detection
- IoT: Cameras, scanners, and sensors capture real-time production data.
- AI: Computer vision & ML algorithms detect defects, deviations, or inconsistencies in products faster than humans.
3. Smart Factory Operations (Automation)
- IoT: Smart robots, AGVs (automated guided vehicles), and connected machines communicate seamlessly.
- AI: Coordinates workflows, optimizes production schedules, and adjusts operations in real-time.
4. Supply Chain & Inventory Optimization
- IoT: RFID tags, smart shelves, and GPS sensors track raw materials, parts, and products.
- AI: Forecasts demand, reduces overstocking/understocking, and automates reordering.
5. Energy Management & Sustainability
- IoT: Smart meters monitor electricity, water, and fuel usage.
- AI: Optimizes machine operation to cut energy waste and carbon emissions.
6. Worker Safety & Productivity
- IoT: Wearables monitor workers’ health (heart rate, fatigue), environmental hazards (gas leaks, noise).
- AI: Analyzes safety risks, predicts accidents, and optimizes worker allocation.
7. Product Design & Innovation
- IoT: Connected prototypes send performance data during testing.
- AI: Uses simulation, digital twins, and generative design to create better products.
✅ Benefits
- Reduced downtime & maintenance costs ⚙️
- Improved product quality & consistency 🎯
- Lower energy & production costs 💡
- Faster supply chain & inventory flow 📦
- Safer workplace 🦺
- Higher efficiency & productivity 🚀
- IoT = Connects machines, sensors, people, and processes (data collection).
- AI = Learns from the data, predicts, optimizes, and automates decisions.
🏭 Storyboard / Diagram Layout: Smart Manufacturing with IoT & AI
1. Factory Floor (Centerpiece)
- Machines, assembly lines, robotic arms, and AGVs (automated guided vehicles).
- Workers with wearable IoT devices (helmets, smart glasses, wristbands).
- IoT sensors on machines (temperature, vibration, pressure).
2. IoT Layer (Data Collection)
📡 (Icons placed directly on machines and workers)- Condition Sensors (temperature, vibration, noise).
- Cameras / Computer Vision (quality checks).
- Smart Meters (energy monitoring).
- RFID Tags (tracking raw materials & products).
- Wearables (worker safety monitoring).
3. AI Layer (Analytics & Optimization)
🧠 (Placed above the factory in a “cloud/AI brain” shape)- Predictive Maintenance (failure prevention).
- Quality Control (AI vision for defect detection).
- Production Scheduling (optimize workflows).
- Energy Optimization (reduce consumption).
- Digital Twin Simulation (simulate processes & product designs).
4. Data Flow
- Arrows from IoT devices → IoT Gateway → AI Cloud Brain.
- Arrows back from AI → Machines, Robots, Workers → Optimized actions.
5. External Interfaces
- Factory Manager Dashboard (tablet, big screen).
- ERP / Supply Chain Integration (raw material orders, inventory).
- Customer Portal (tracking production progress for custom orders).
6. Heading / Title
“Smart Manufacturing with IoT & AI” 👉 The flow looks like: Factory floor (IoT data) → AI analysis → Optimized production, safety, quality, energy use.Related Posts
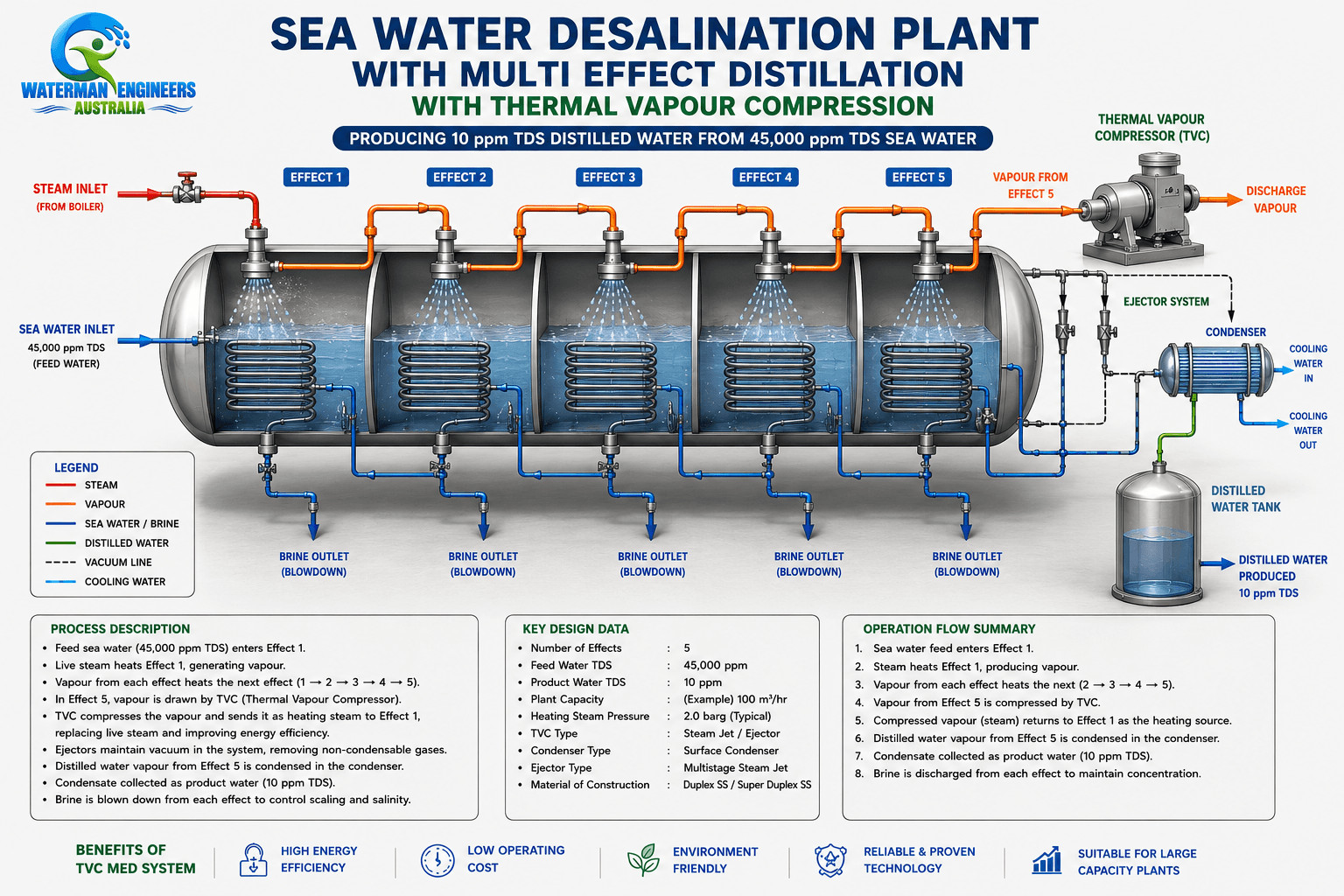
Sea Water Desalination Through Multi-Effect Distillation (MED) With Thermal Vapour Compression (TVC)
read more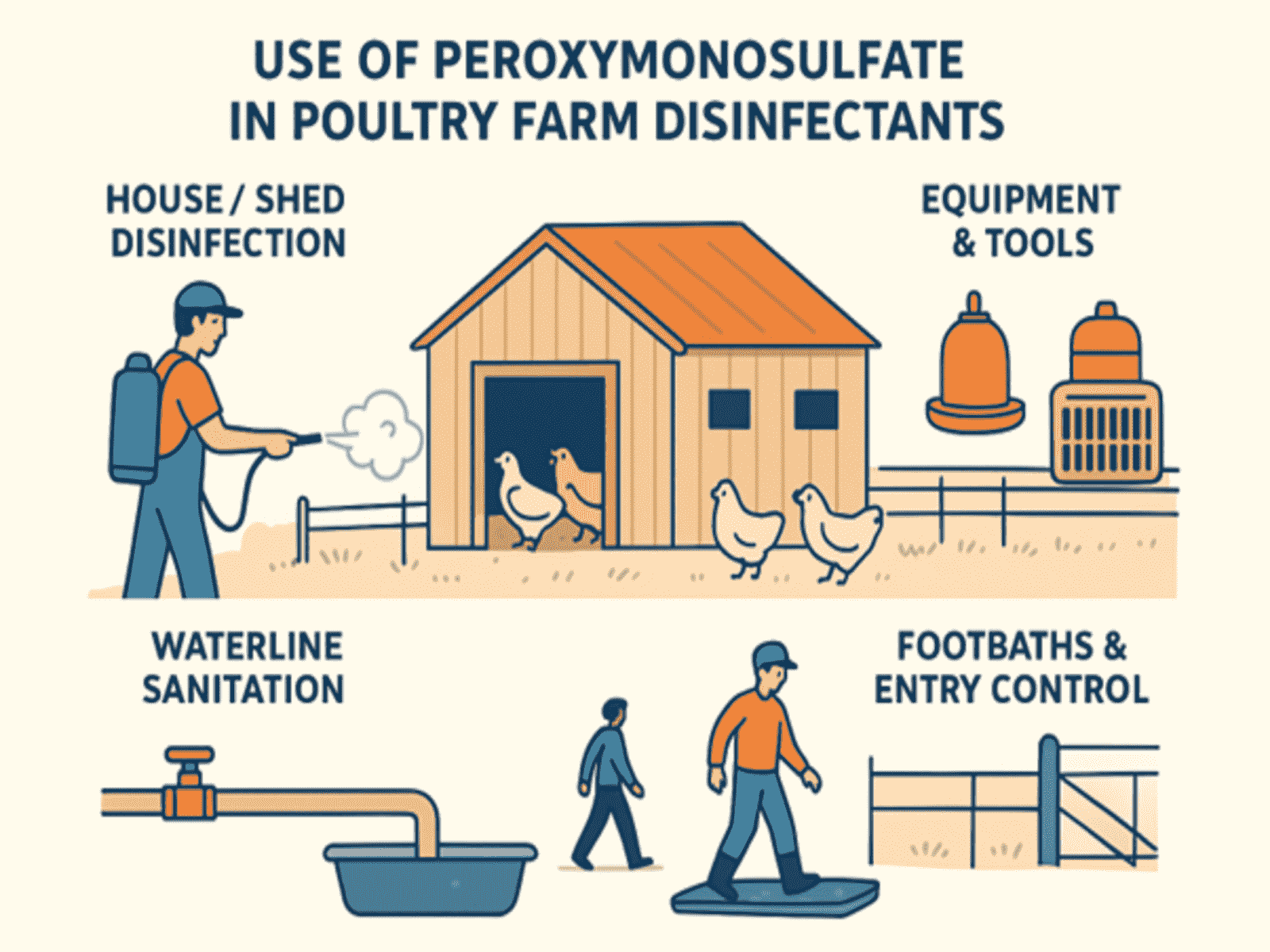
Disinfectant for Poutry Farm
read more
Why disinfectant is necessary for aquafarming
read more
How profitability in aquafarming depends on the use of disinfectants
read more
Bio Security in poultry farm—Fogging procedure of disinfectant
read more
Why Disinfectants Are Necessary in Poultry Farms
read more
Virucidal importance in disease control in AQUAFARMING
read more
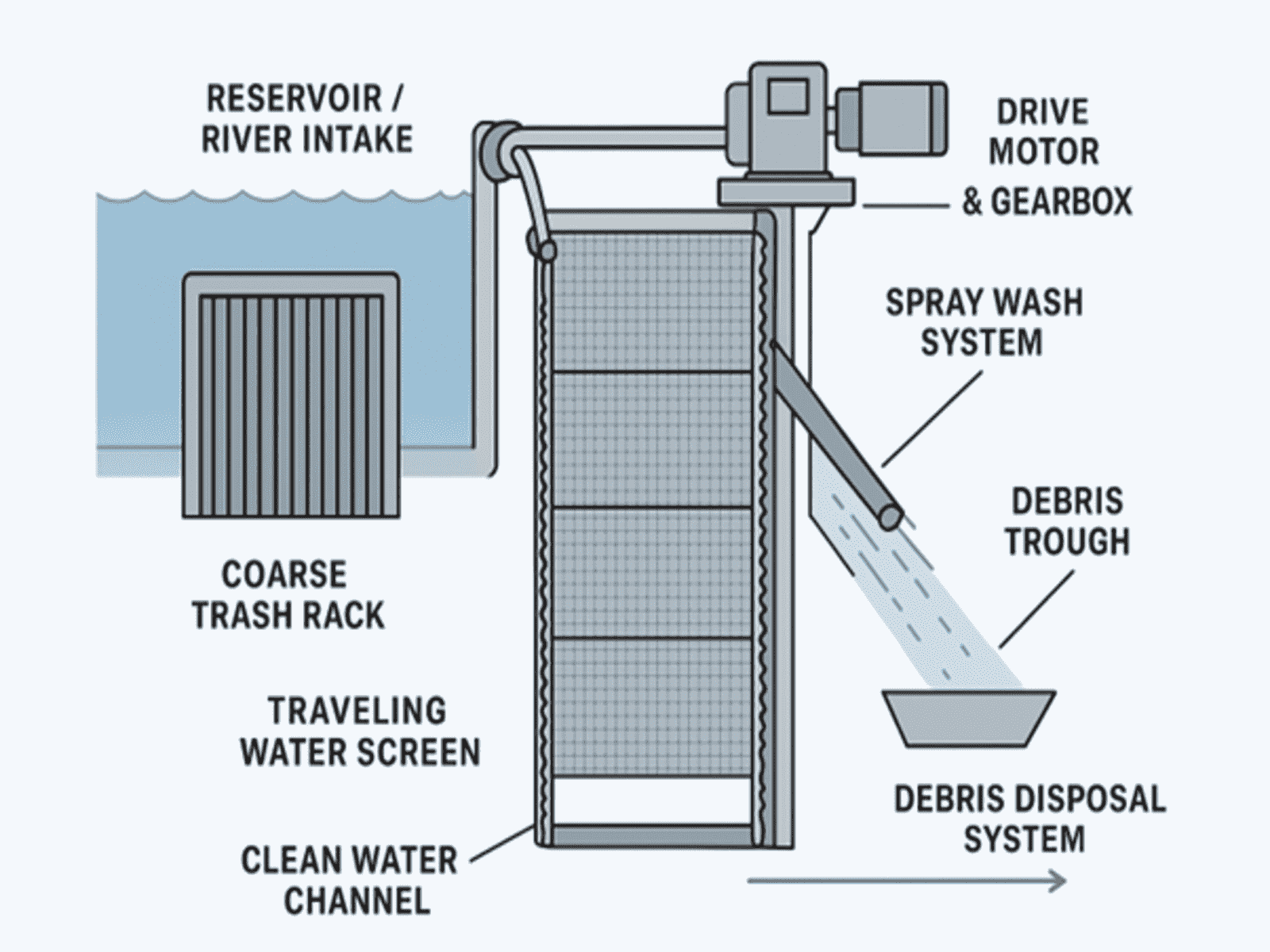
Water Filter Screens in Hydroelectric Power Stations
read more