Textile Effluent Treatment Technologies
admin

Textile Industry
Textiles, materials, and clothes are all part of the textile sector, which includes exploration, creation, innovation, production, and sales. Textiles and garments were prepared in the home by persons for their use pre-industrial. They were frequently marketed on a low scale. With the creation of the invention in 1733, the spinning jenny in 1764, and the power loom in 1784, the textile industry was born. Then widespread use of materials and garments started. When James Watt refined his steam turbine in 1775, Eli Whitney developed a cotton gin in 1792, and Elias Howe innovated a sewing machine in 1846, they all greatly contributed to the textile company's prosperity. A textile industry consists of the following departments- Spinning
- Fabric manufacturing department
- Garments manufacturing
Characteristics Of Textile Effluents Industry
The textile industry is one of the most important parts of any industrial sector but this industry is also a source of waste that destroys our environment. We classified textile effluents released from textile industries into four different types. Each category has different characteristics and required different preventive measures and methods to solve them. Such four categories are discussed here:- Hard to treat Waste In this category we generally deal with, we generally deal with persistent waste products or interact with the functioning of treatment and disposal share similar characteristics. The common contributors of wastes consist of color, metals, phenolic compounds, some surfactants, poisonous organic matter, chemicals, and phosphates, which are non-biodegradable organic or inorganic components.
- Lethal or Poisonous Wastes These wastes are a subcategory of garbage that is refractory to treatment. They are, however, classified as a specific class due to their significant environmental impact. Metals, chlorine and their solvents, non-biodegradable or unstable organic compounds are examples of harmful toxic wastes in textiles. Non-process operations, such as apparatus washing, are common uses for many of these materials.
- High Capacity Waste For fabric production operations, vast quantities of waste might be a challenge. The following are the most common large-volume wastes:
-
-
- A huge volume of wastewater
- Wash alkali wastes from preparatory methods as well as liquid from preparatory and continuously coloring processes.
- Large amounts of salt, acid, or alkaline in industrial dye effluent
- These pollutants can occasionally be lowered by recycling or reuse, as well as changes to manufacturing techniques.
-
- Dispersible waste The methods listed below in the garment industry generate high dispersible waste:
-
-
- Continuous-flow effluent drain (e.g. preparatory, dyeing, printing, and finishing)
- Paste & print (printing screen, squeeze, and drum cleaning)
- Sticky stuff is a type of fluff (preparatory, dyeing, and washing operations
- Bubbles formed during the surface coating
- Liquids discharged throughout appliance washing
- Liquid extraction has been produced in still tops (dry cleaning operation)
- Wasted handling batch dumps (finishing mixes)
-
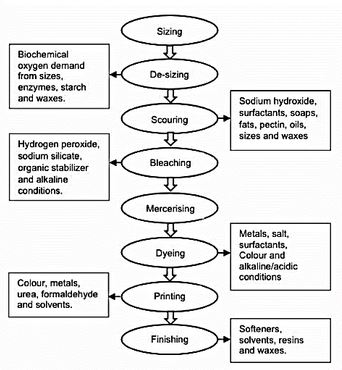 Figure 1:Flow chart of the process where textile effluents discharged[/caption]
Figure 1:Flow chart of the process where textile effluents discharged[/caption]
TREATMENT TECHNOLOGIES
We have three treatment technologies for treating textile effluents:- Primary Treatment
- Secondary Treatment
- Tertiary Treatment
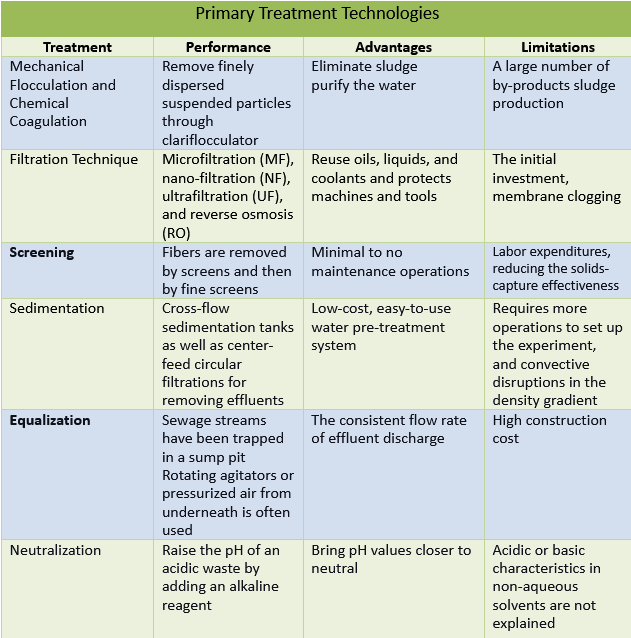
- PRIMARY TREATMENT The first step to Effluent Recycling Systems, is to eliminate as many textile effluents and suspended particles as feasible after removing coarse solids, abrasive materials, and an excessive amount of oils. This process is intended to reduce the waste water's intensity while also facilitating secondary treatment.
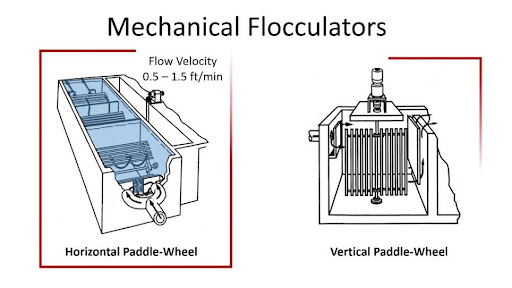 Chemical coagulants are now used to dynamically change the condition of colloidal or suspended material and make them easier to remove via sedimentation. It is a well-established physicochemical technique for removing contaminants from textile wastewater samples Coagulants such as alum as well as iron salts are now used to improve the small particles that form agglomerates in wastewater. It creates a floc and produces a clean effluent free of suspended or colloidal particles. The amount of chemicals employed has an impact on the degree of clarity obtained.
Advantages
This method enhances the clarity of the water to eliminate sludge. The process of flocculation is used to purify the water, as well as sewage, and industrial wastewater. That's why flocculants are commonly associated with wastewater treatment plants.
Limitations
Due to the obvious low dye removal efficiency as well as a large number of by-products sludge production, both flocculation and coagulation have their own set of limitations.
FILTRATION TECHNIQUE
Filtration techniques like microfiltration (MF), nano-filtration (NF), ultrafiltration (UF), and reverse osmosis (RO) are used to remove contaminants from textile effluents. The selection process for filter media in textile effluent treatment and their ability to consider the chemical content of textile wastewater is critical for removal processes. Membrane methods are used in textile factories to minimize BOD, COD, and color in discharge wastewater.
Advantages
Particles or substances are removed from liquids through filtration. This allows you to reuse oils, liquids, and coolants and protects machines and tools. It prevents the spread of contaminants.
Limitations
The initial investment, membrane clogging, wastes such as water-insoluble pigments, for instance, indigo dye, and starch applied decolonization membranes all have substantial drawbacks that necessitate further treatment.
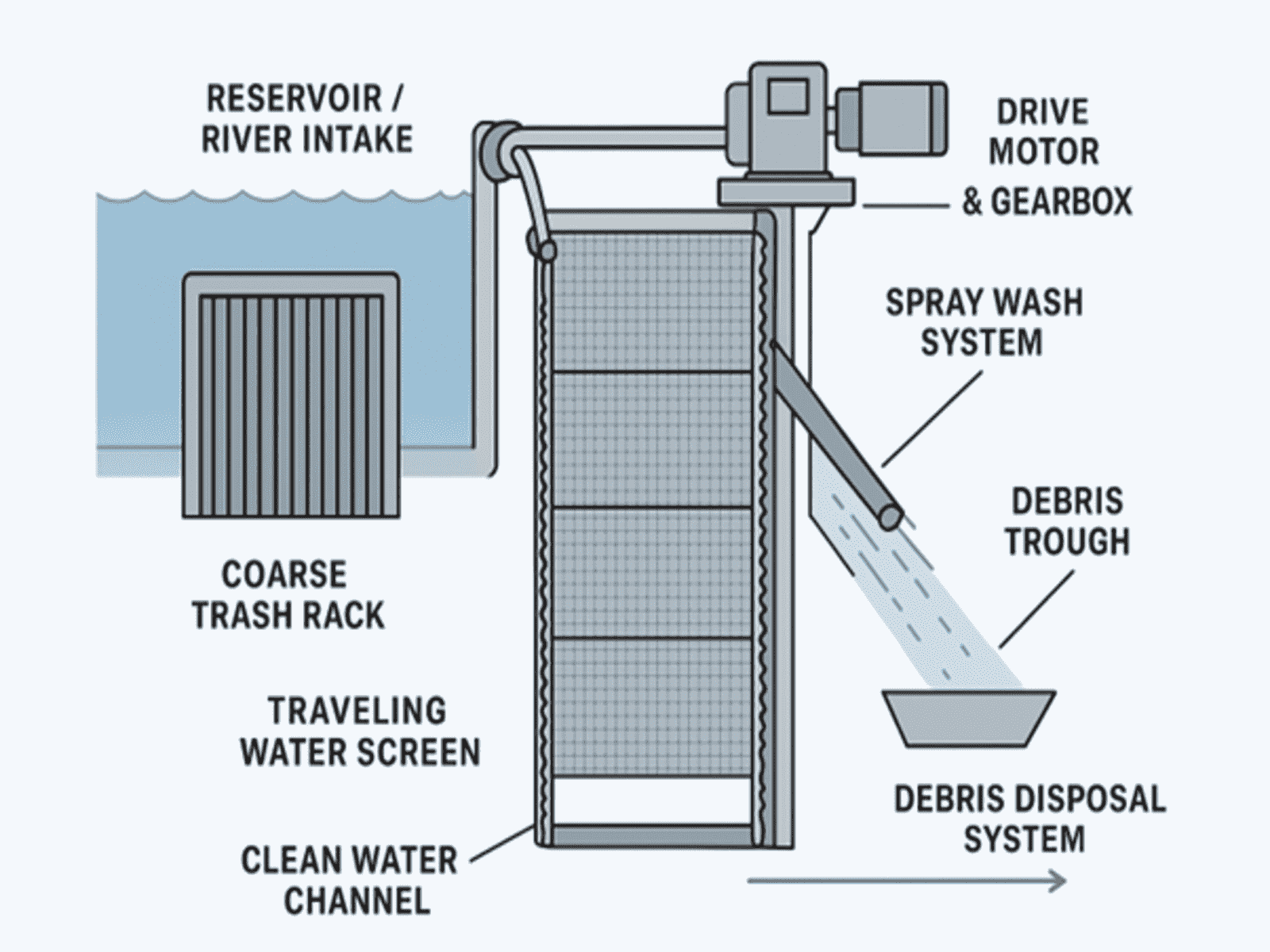
SCREENING
Screening removes coarse floating debris like fabric bits, rags, fibres, lint, and yarns. The majority of the fibres are removed by screens and then by fine screens. Before the secondary biological treatment, residual fibres must be eliminated; alternatively, the secondary treatment system may be harmed. It's been said that they clog trickling filtration, seals, and carbon beads. For screening we have the following screen types:
Coarse Screens
Coarse screens typically feature apertures measuring 6 mm and bigger, that remove heavy particles, rags, and trash from wastewater. Mechanically and physically maintained bar screens, as well as trash racks, are instances of coarse screens.
Fine Screens
Fine screens are commonly employed to eliminate particles that could cause difficulties in downstream processes, especially in systems that don't have primary treatment. Fine screens typically have openings ranging from 1.5 - 6 mm.
Very Fine Screens
After coarse or fine screens, very fine screens with apertures of 0.2 to 1.5 mm can decrease suspended particles to values similar to those produced by primary clarifying.
Advantages
Physically cleaned screens need minimal to no maintenance operations and are an excellent choice for smaller operations with fewer screenings. Mechanically cleaned screens are less expensive to operate, and they provide better flow and screening capture.
Limitations
Manually cleaned screens need to be raked frequently to minimize clogging and excessive backwater levels, which cause a solids mat to form on the screen. The greater frequency of raking raises labour expenditures. During cleaning, removing this mat may generate flow spikes, reducing the solids-capture effectiveness of downstream units. Mechanically cleaned screens aren't affected by this issue, although they require a lot of maintenance costs.
SEDIMENTATION
As Arsenic removal plants manufacturer sedimentation is a reliable and cost-effective way to remove suspended particles from textile effluent recycling system. This method is especially effective for the treatment of pollutants with a high proportion of configurable particles but when the debris is treated in conjunction with sewage. Lighter and smaller particles are deposited more easily in the sedimentation tanks due to gravity. Cross-flow sedimentation tanks, as well as center-feed circular filtrations, are the most frequent pieces of equipment utilized. Mechanical scraping and pumping out remove the settled sludge from sedimentation tanks.
Advantages
It's a low-cost, easy-to-use water pre-treatment system. It is low-cost to operate and can address a variety of volumes. Coagulants shorten the time it takes to settle suspended particles. It has a highly efficient clarity and is compatible with sludge removal.
Limitations
The technique has drawbacks in that it requires more operations to set up the experiment, and convective disruptions in the density gradient occasionally occur, necessitating the process to be repeated.
EQUALIZATION
Untreated sewage streams have been trapped in a sump pit. Rotating agitators or pressurized air from underneath is often used to agitate blended effluents. The bottom of the pit is conical, which aids in the settlement of fine materials.
Advantages
The advantages of this system are pollutant level and consistent flow rate in the effluent discharged to treatment facilities.
Limitation
The system's downside is its high construction cost, which is due to the huge number of basins necessary to keep entering wastewater streams one at a time.
NEUTRALIZATION
To remediate acid effluents containing metals in textile effluent treatment plants, neutralization can be utilized, which involves raising the pH of an acidic waste by adding an alkaline reagent, forming a precipitate, and extracting ppt. The pH of cotton completing effluents is typically upon this alkaline side. As a result, the pH of the equalized sewage must be adjusted. It's not unusual to use dilute H2SO4 and CO2rich boiler flue gas.
Advantages
Whenever an acid and a base combine to generate salt and water, this is known as a neutralization reaction. These procedures will assist in bringing pH values closer to neutral. Soil can be more acidic at times. One instance is when decomposing pine needles influence the pH of the soil to drop.
Limitations
The water content is essential for acidic characteristics. Acidic or basic characteristics in non-aqueous solvents are not explained by the concept. It is unable to describe AgCl4's acid content.
Chemical coagulants are now used to dynamically change the condition of colloidal or suspended material and make them easier to remove via sedimentation. It is a well-established physicochemical technique for removing contaminants from textile wastewater samples Coagulants such as alum as well as iron salts are now used to improve the small particles that form agglomerates in wastewater. It creates a floc and produces a clean effluent free of suspended or colloidal particles. The amount of chemicals employed has an impact on the degree of clarity obtained.
Advantages
This method enhances the clarity of the water to eliminate sludge. The process of flocculation is used to purify the water, as well as sewage, and industrial wastewater. That's why flocculants are commonly associated with wastewater treatment plants.
Limitations
Due to the obvious low dye removal efficiency as well as a large number of by-products sludge production, both flocculation and coagulation have their own set of limitations.
FILTRATION TECHNIQUE
Filtration techniques like microfiltration (MF), nano-filtration (NF), ultrafiltration (UF), and reverse osmosis (RO) are used to remove contaminants from textile effluents. The selection process for filter media in textile effluent treatment and their ability to consider the chemical content of textile wastewater is critical for removal processes. Membrane methods are used in textile factories to minimize BOD, COD, and color in discharge wastewater.
Advantages
Particles or substances are removed from liquids through filtration. This allows you to reuse oils, liquids, and coolants and protects machines and tools. It prevents the spread of contaminants.
Limitations
The initial investment, membrane clogging, wastes such as water-insoluble pigments, for instance, indigo dye, and starch applied decolonization membranes all have substantial drawbacks that necessitate further treatment.
SCREENING
Screening removes coarse floating debris like fabric bits, rags, fibres, lint, and yarns. The majority of the fibres are removed by screens and then by fine screens. Before the secondary biological treatment, residual fibres must be eliminated; alternatively, the secondary treatment system may be harmed. It's been said that they clog trickling filtration, seals, and carbon beads. For screening we have the following screen types:
Coarse Screens
Coarse screens typically feature apertures measuring 6 mm and bigger, that remove heavy particles, rags, and trash from wastewater. Mechanically and physically maintained bar screens, as well as trash racks, are instances of coarse screens.
Fine Screens
Fine screens are commonly employed to eliminate particles that could cause difficulties in downstream processes, especially in systems that don't have primary treatment. Fine screens typically have openings ranging from 1.5 - 6 mm.
Very Fine Screens
After coarse or fine screens, very fine screens with apertures of 0.2 to 1.5 mm can decrease suspended particles to values similar to those produced by primary clarifying.
Advantages
Physically cleaned screens need minimal to no maintenance operations and are an excellent choice for smaller operations with fewer screenings. Mechanically cleaned screens are less expensive to operate, and they provide better flow and screening capture.
Limitations
Manually cleaned screens need to be raked frequently to minimize clogging and excessive backwater levels, which cause a solids mat to form on the screen. The greater frequency of raking raises labour expenditures. During cleaning, removing this mat may generate flow spikes, reducing the solids-capture effectiveness of downstream units. Mechanically cleaned screens aren't affected by this issue, although they require a lot of maintenance costs.
SEDIMENTATION
As Arsenic removal plants manufacturer sedimentation is a reliable and cost-effective way to remove suspended particles from textile effluent recycling system. This method is especially effective for the treatment of pollutants with a high proportion of configurable particles but when the debris is treated in conjunction with sewage. Lighter and smaller particles are deposited more easily in the sedimentation tanks due to gravity. Cross-flow sedimentation tanks, as well as center-feed circular filtrations, are the most frequent pieces of equipment utilized. Mechanical scraping and pumping out remove the settled sludge from sedimentation tanks.
Advantages
It's a low-cost, easy-to-use water pre-treatment system. It is low-cost to operate and can address a variety of volumes. Coagulants shorten the time it takes to settle suspended particles. It has a highly efficient clarity and is compatible with sludge removal.
Limitations
The technique has drawbacks in that it requires more operations to set up the experiment, and convective disruptions in the density gradient occasionally occur, necessitating the process to be repeated.
EQUALIZATION
Untreated sewage streams have been trapped in a sump pit. Rotating agitators or pressurized air from underneath is often used to agitate blended effluents. The bottom of the pit is conical, which aids in the settlement of fine materials.
Advantages
The advantages of this system are pollutant level and consistent flow rate in the effluent discharged to treatment facilities.
Limitation
The system's downside is its high construction cost, which is due to the huge number of basins necessary to keep entering wastewater streams one at a time.
NEUTRALIZATION
To remediate acid effluents containing metals in textile effluent treatment plants, neutralization can be utilized, which involves raising the pH of an acidic waste by adding an alkaline reagent, forming a precipitate, and extracting ppt. The pH of cotton completing effluents is typically upon this alkaline side. As a result, the pH of the equalized sewage must be adjusted. It's not unusual to use dilute H2SO4 and CO2rich boiler flue gas.
Advantages
Whenever an acid and a base combine to generate salt and water, this is known as a neutralization reaction. These procedures will assist in bringing pH values closer to neutral. Soil can be more acidic at times. One instance is when decomposing pine needles influence the pH of the soil to drop.
Limitations
The water content is essential for acidic characteristics. Acidic or basic characteristics in non-aqueous solvents are not explained by the concept. It is unable to describe AgCl4's acid content.
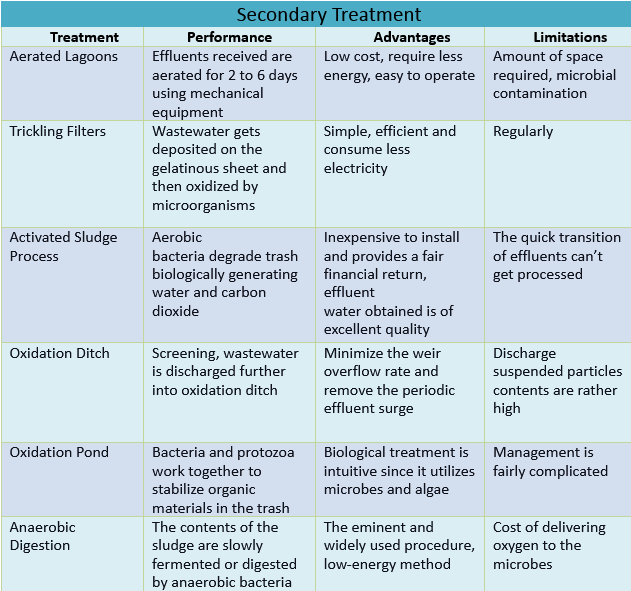
- SECONDARY TREATMENT The basic goal of secondary treatment is to reduce more BOD than can be removed by conventional sedimentation. It also eliminates a significant amount of phenol as well as oil. Secondary treatment removes or reduces dispersed and colloidal organic molecules, as well as color, from wastewater, and stabilizes organic debris. Bacteria and other microbes are used to accomplish this biologically. Biological treatment of textile effluents is possible [3]. These processes might be either aerobic or anaerobic. Bacteria and other microbes devour organic matter as sustenance in aerobic processes. They result in the following modifications in order:
- Flocculation and Coagulation of colloidal textile effluents (mainly colloidal matter)
- Oxidation of liquefied organic substance to CO2
- Nitrogenous organic matter’s degradation into ammonia and then into nitrite and later nitrate.
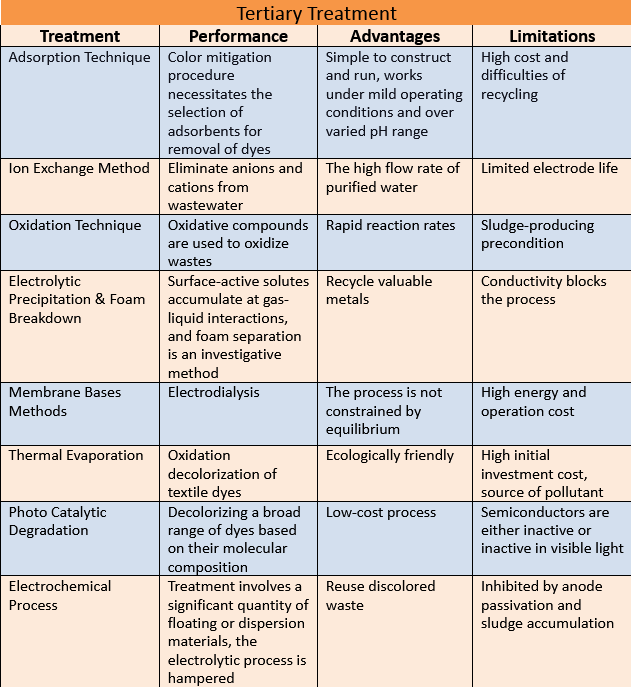
- TERTIARY TREATMENT
-
- Reactive Red-24 (RR-24) is removed using altered wheat residues (MWR) as an adsorbent.
- Using modified ginger waste, the crystal violet (CV) color is removed (MGW).
- To eliminate Reactive Orange 84, chemically activated from unfilled cotton flower agro-waste is used.
- Potato plant waste adsorbs dyes malachite green and methylene blue.
- Activated carbon with waste tea (ACWT) adsorbed acid blue 25 (AB25).
- Straw-based adsorbs methylene blue.
- Sugarcane Bagasse Ash adsorbs acid orange II.
- Capsicum annuum seeds adsorb Reactive Blue 49.
- Bagasse fly ash absorbs Methyl Violet dyes and Orange-G.
- Activated Prunus Dulcis absorbed Acid Green 25 dye.
- Clinoptilolite is used to remove the cationic dye.
- Activating natural bentonite is used to remove the Congo-red.
- Smectite-rich natural clays absorb anionic and cationic dyes.
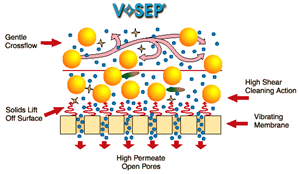 Figure 2: Membrane technologies to treat textile effluent[/caption]
The soluble salts (ionic) can even be extracted using membrane technology by exerting an electrostatic attraction across the water, causing anions and cations to transport to their electrode surface via anionic and cationic porous barriers. Viscosity, suspended solids, crystalloids, and minor organics must all be eliminated before reverse osmosis.
Advantages
The process, like evaporation, is not constrained by equilibrium, allowing for the achievement of the required water and outflow concentration parameters. No equilibrium creates a separate limit.
Limitations
They require high energy and operation costs as well for working. They have a low flow rate and become a source of pollution when used continuously.
THERMAL EVAPORATION In the thermal evaporator, sodium persulfate has a larger oxidation tendency than NaOCl. In the research, oxidation decolorization of textile dyes by persulphate due to the generation of free radicals has been noted.
Advantage
The technique is ecologically friendly because no gunk is formed and no harmful chemical vapors are released during evaporation.
Limitations
They have high initial investment costs. They become a source of pollutants as well. Sensitivity to changing conditions and generates complex pollutants and chemicals
PHOTOCATALYTIC DEGRADATION
A sophisticated approach for decolorizing a broad range of dyes based on their molecular composition. When a photosensitive catalyst is exposed to Ultraviolet light, it involves high explosive radicals that can destroy molecules.
[caption id="attachment_813" align="alignnone" width="627"]
Figure 2: Membrane technologies to treat textile effluent[/caption]
The soluble salts (ionic) can even be extracted using membrane technology by exerting an electrostatic attraction across the water, causing anions and cations to transport to their electrode surface via anionic and cationic porous barriers. Viscosity, suspended solids, crystalloids, and minor organics must all be eliminated before reverse osmosis.
Advantages
The process, like evaporation, is not constrained by equilibrium, allowing for the achievement of the required water and outflow concentration parameters. No equilibrium creates a separate limit.
Limitations
They require high energy and operation costs as well for working. They have a low flow rate and become a source of pollution when used continuously.
THERMAL EVAPORATION In the thermal evaporator, sodium persulfate has a larger oxidation tendency than NaOCl. In the research, oxidation decolorization of textile dyes by persulphate due to the generation of free radicals has been noted.
Advantage
The technique is ecologically friendly because no gunk is formed and no harmful chemical vapors are released during evaporation.
Limitations
They have high initial investment costs. They become a source of pollutants as well. Sensitivity to changing conditions and generates complex pollutants and chemicals
PHOTOCATALYTIC DEGRADATION
A sophisticated approach for decolorizing a broad range of dyes based on their molecular composition. When a photosensitive catalyst is exposed to Ultraviolet light, it involves high explosive radicals that can destroy molecules.
[caption id="attachment_813" align="alignnone" width="627"]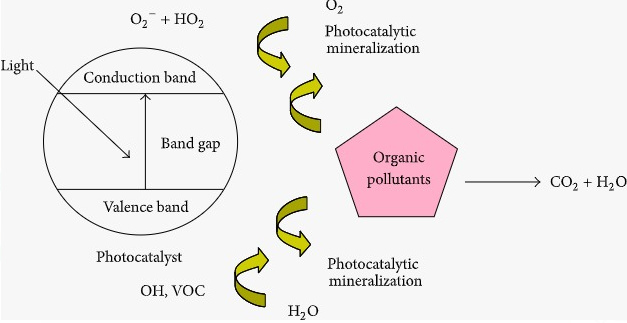 Figure 3: Photocatalytic degradation of textile effluents[/caption]
Advantages
This is a low-cost process. This is eco-friendly. This is reusable as we are using sunlight.
Limitations
The majority of semiconductor materials are either inactive or inactive in visible light. Separating the catalyst from the aqueous solution after photocatalysis is difficult.
ELECTROCHEMICAL PROCESS
They utilize less heat than most other non-electrochemical treatments of equal effectiveness, and no further reagents are necessary. It can also help to avoid the development of undesired by-products. However, if the wastewater treatment involves a significant quantity of floating or dispersion materials, the electrolytic process is hampered. As a result, before the oxidation process, those components must be properly eliminated.
Advantages
They are very effective at removing color from textile effluents. The reuse of discoloured waste is feasible, resulting in significant salt and water savings through the UVEC Cell.
Limitations
The electrolytic process can be inhibited by anode passivation and sludge accumulation on the electrodes in continuous operation. Post-treatment is required to eliminate high levels of ions from water.
Figure 3: Photocatalytic degradation of textile effluents[/caption]
Advantages
This is a low-cost process. This is eco-friendly. This is reusable as we are using sunlight.
Limitations
The majority of semiconductor materials are either inactive or inactive in visible light. Separating the catalyst from the aqueous solution after photocatalysis is difficult.
ELECTROCHEMICAL PROCESS
They utilize less heat than most other non-electrochemical treatments of equal effectiveness, and no further reagents are necessary. It can also help to avoid the development of undesired by-products. However, if the wastewater treatment involves a significant quantity of floating or dispersion materials, the electrolytic process is hampered. As a result, before the oxidation process, those components must be properly eliminated.
Advantages
They are very effective at removing color from textile effluents. The reuse of discoloured waste is feasible, resulting in significant salt and water savings through the UVEC Cell.
Limitations
The electrolytic process can be inhibited by anode passivation and sludge accumulation on the electrodes in continuous operation. Post-treatment is required to eliminate high levels of ions from water.
Related Posts
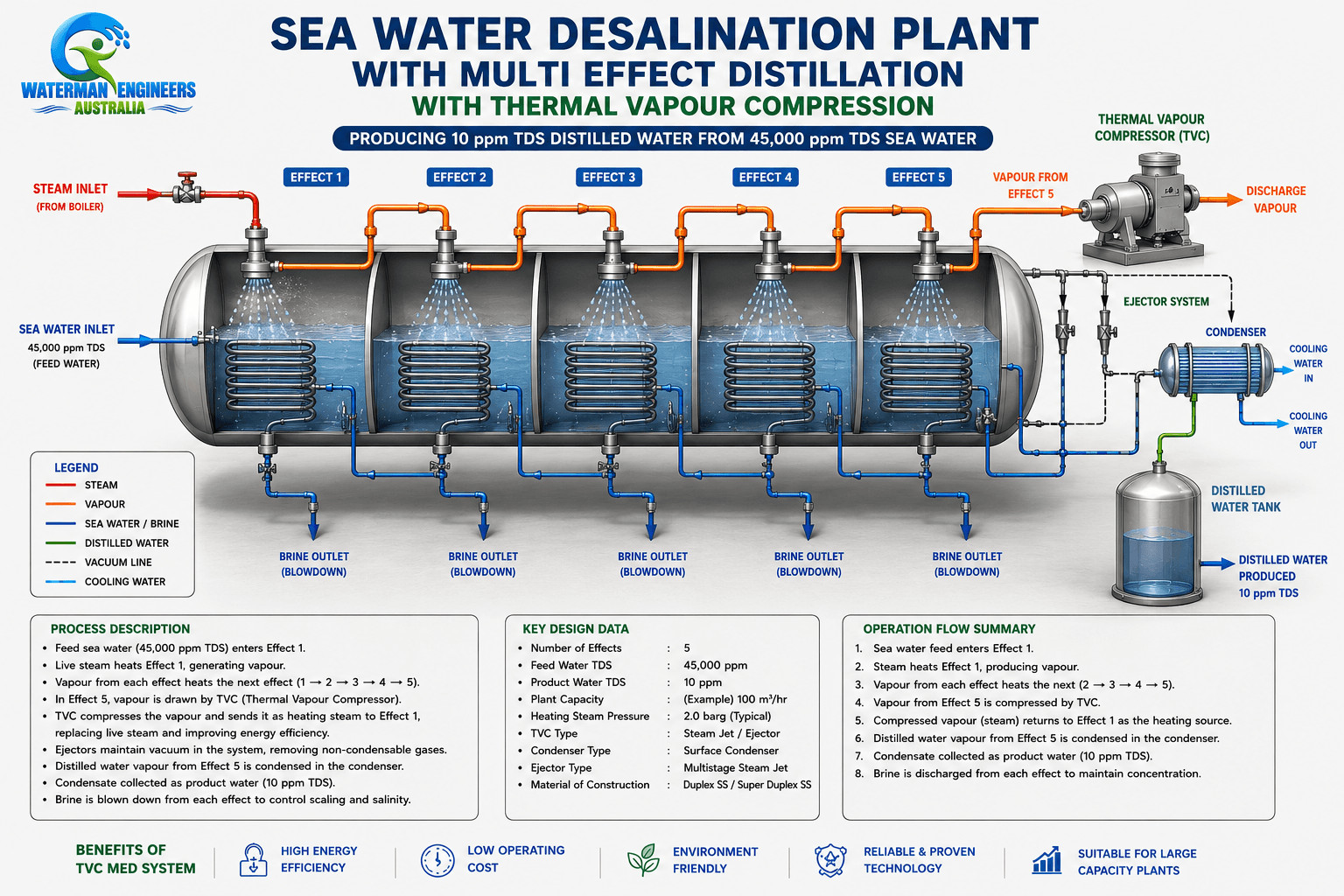
Sea Water Desalination Through Multi-Effect Distillation (MED) With Thermal Vapour Compression (TVC)
read more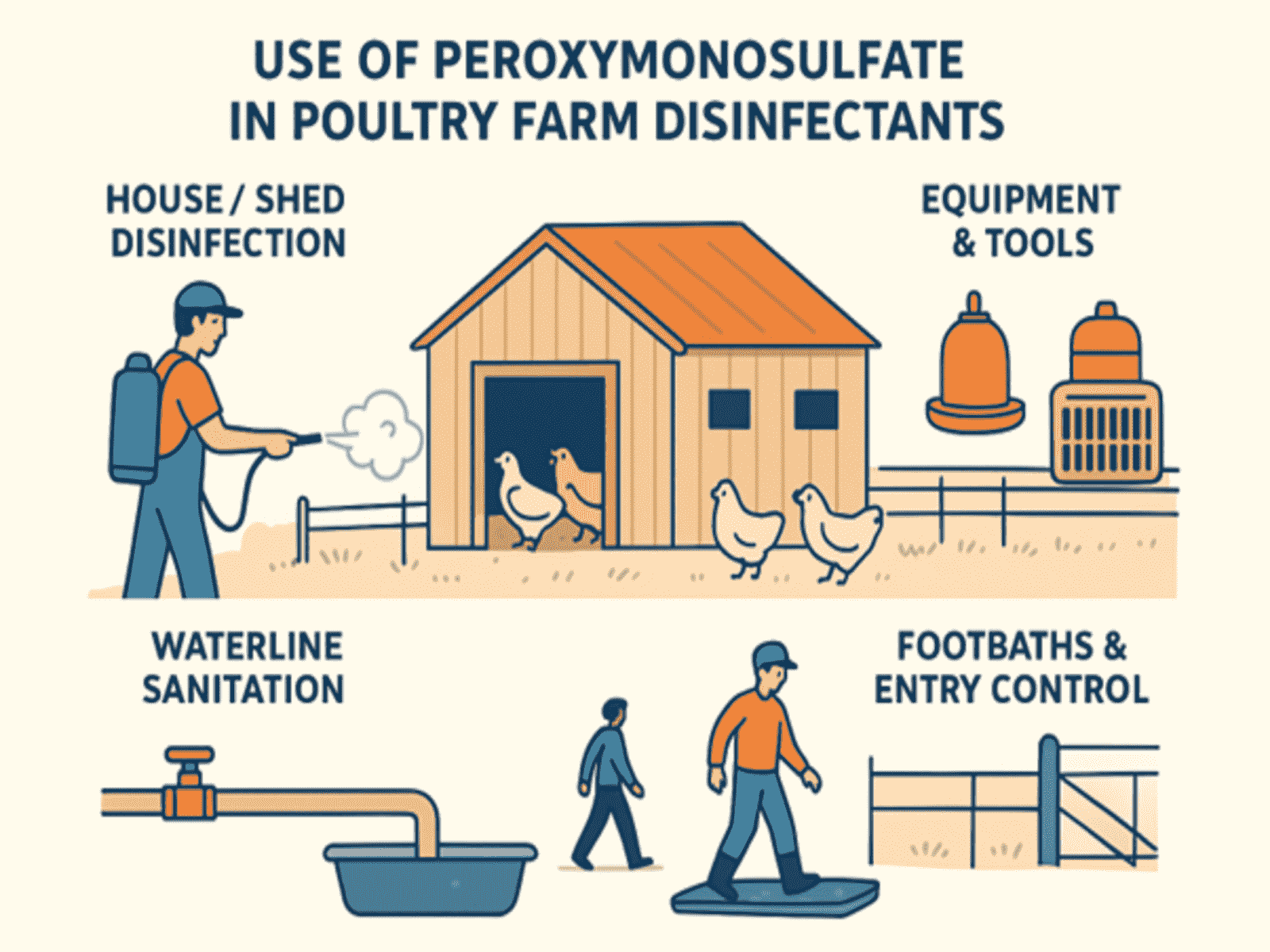
Disinfectant for Poutry Farm
read more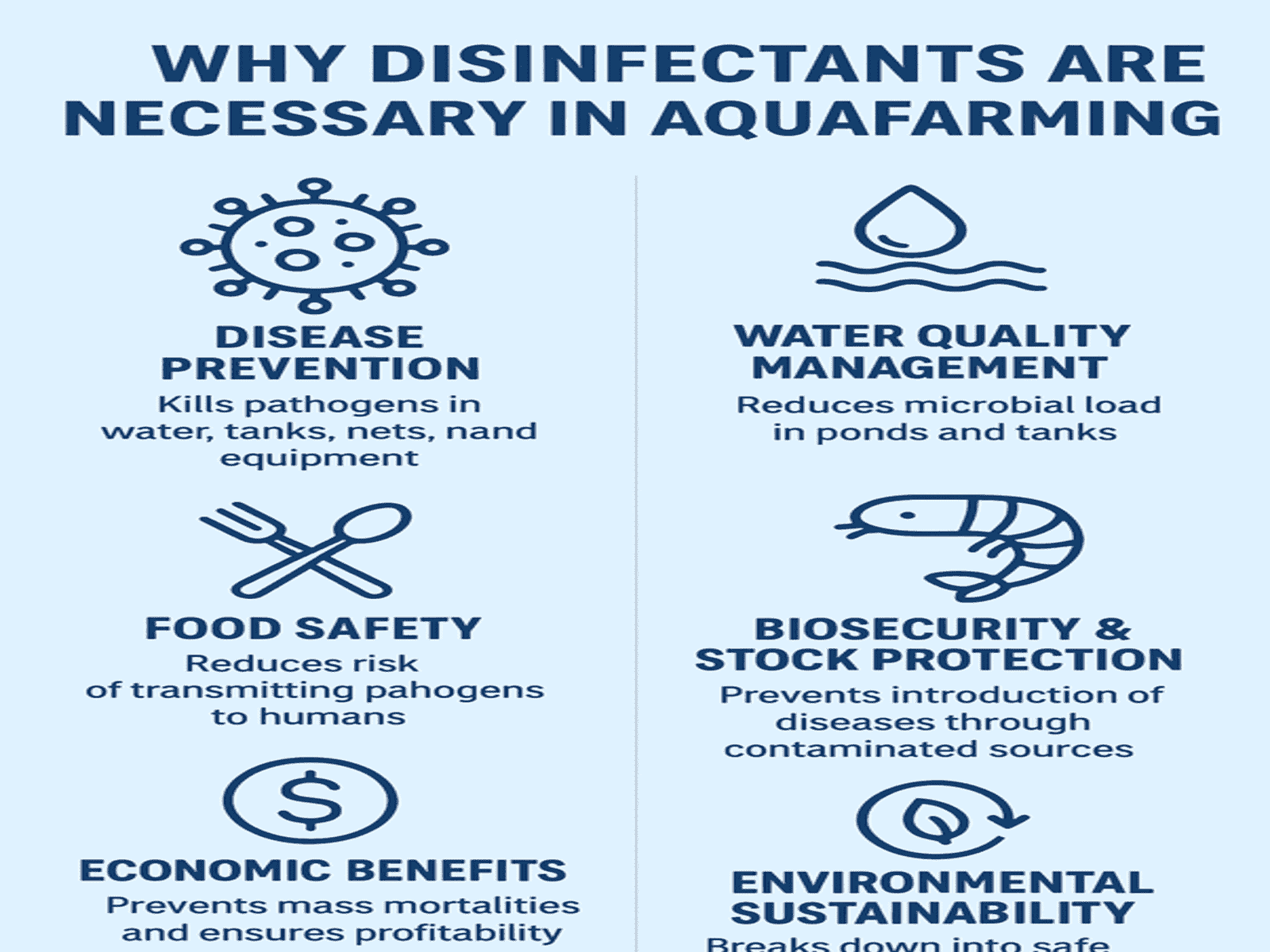
Why disinfectant is necessary for aquafarming
read more
How profitability in aquafarming depends on the use of disinfectants
read more
Bio Security in poultry farm—Fogging procedure of disinfectant
read more
Why Disinfectants Are Necessary in Poultry Farms
read more
Virucidal importance in disease control in AQUAFARMING
read more
Water Filter Screens in Hydroelectric Power Stations
read more