Increased Demand for Pharma-Grade Water Plant
open

The pharmaceutical industry is growing at a rapid rate due to the large population and increasing healthcare infrastructure. Africa’s pharma market is expected to expand at a rate of 10.6% over the next five years.
Water is critical to all stages of the pharmaceutical manufacturing process. From feedwater, through internal treatment and final discharge, safe, sustainable water practices are required.
Many countries are experiencing a shortage of qualified pharmaceutical workers.
This is a significant challenge in the developing world. The lack of trained pharmaceutical professionals can lead to substandard quality, and ultimately, poor patient outcomes.

Water Purification Methods
Water is a vital component of pharmaceutical manufacture, and its quality must be assured throughout production. This includes feedwater, through internal treatment to generate purified water and Water for Injection (WFI), and final discharge in systems that are hygienic, safe and sustainable. There are several methods of purification used in the pharmaceutical industry including reverse osmosis, distillation, and de-ionization. Reverse osmosis is one of the most commonly used processes for obtaining purified water and is effective in removing salts, sugars, dyes, bacteria, microorganisms, trihalomethanes, pesticides, and volatile organic compounds. Another method of water purification is distillation, which involves boiling the feedwater in a special multi-column distillation plant to produce sterile, pure water. This is commonly used to produce water for injection, which is a grade of water that can be used for the delivery of medicines or drugs directly into the bloodstream of patients. In addition to reducing the amount of dissolved matter, distillation also eliminates odor and tastes that can occur in the water. Additionally, it helps prevent bacteria from growing on the surface of the recirculated liquid. With water treatment processes, safe, sustainable water practices can be achieved throughout the pharmaceutical manufacturing process and through the final discharge of the system. The systems are based on a proven hot water sanitizable system design with a robust feature set and reliable performance to assure the generation of ambient water that meets or exceeds the requirements of the major global pharmacopoeias. The treatment systems can remove turbidity, total hardness, nitrate and residual chlorine, as well as fluoride. The resulting water is highly regarded for its purity. In addition to providing the highest level of purity, a water system must be able to produce water consistently, while minimizing waste and maintaining efficiency. These are critical requirements for the operation of a pharma-grade water plant, as many plants must be able to produce tens of thousands of gallons of water per day, and many must produce water that is highly portable and non-compendial.Related Posts
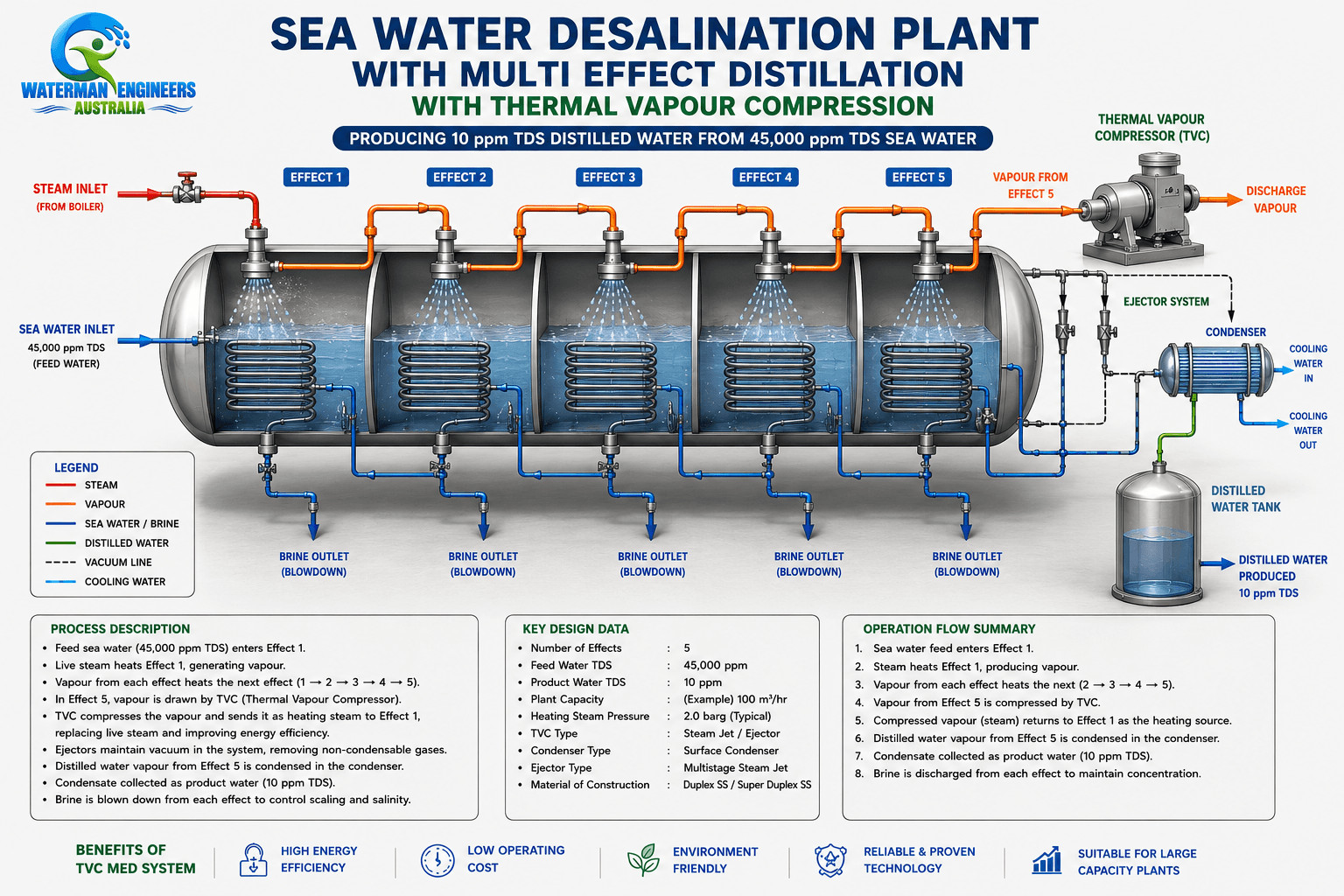
Sea Water Desalination Through Multi-Effect Distillation (MED) With Thermal Vapour Compression (TVC)
read more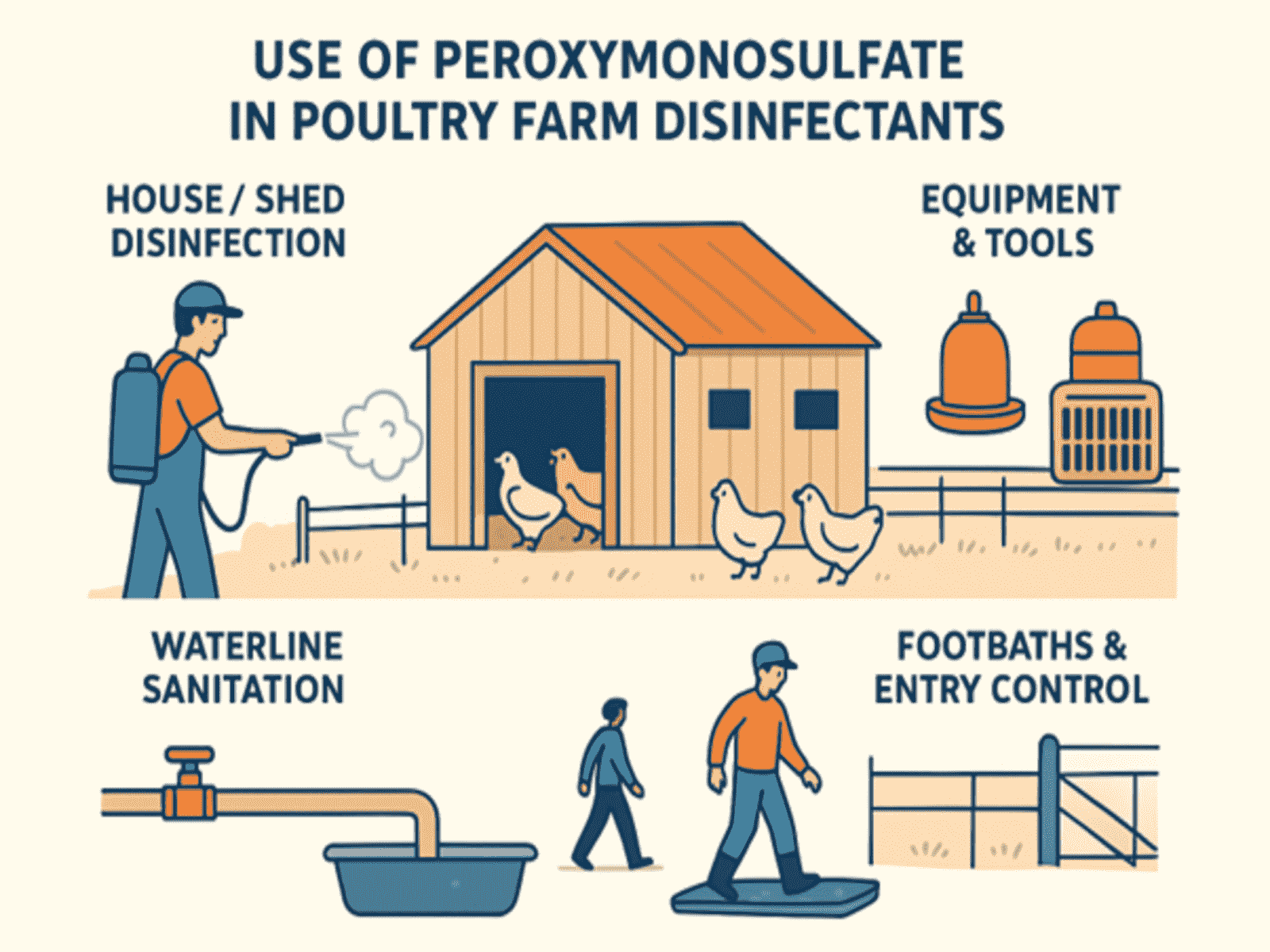
Disinfectant for Poutry Farm
read more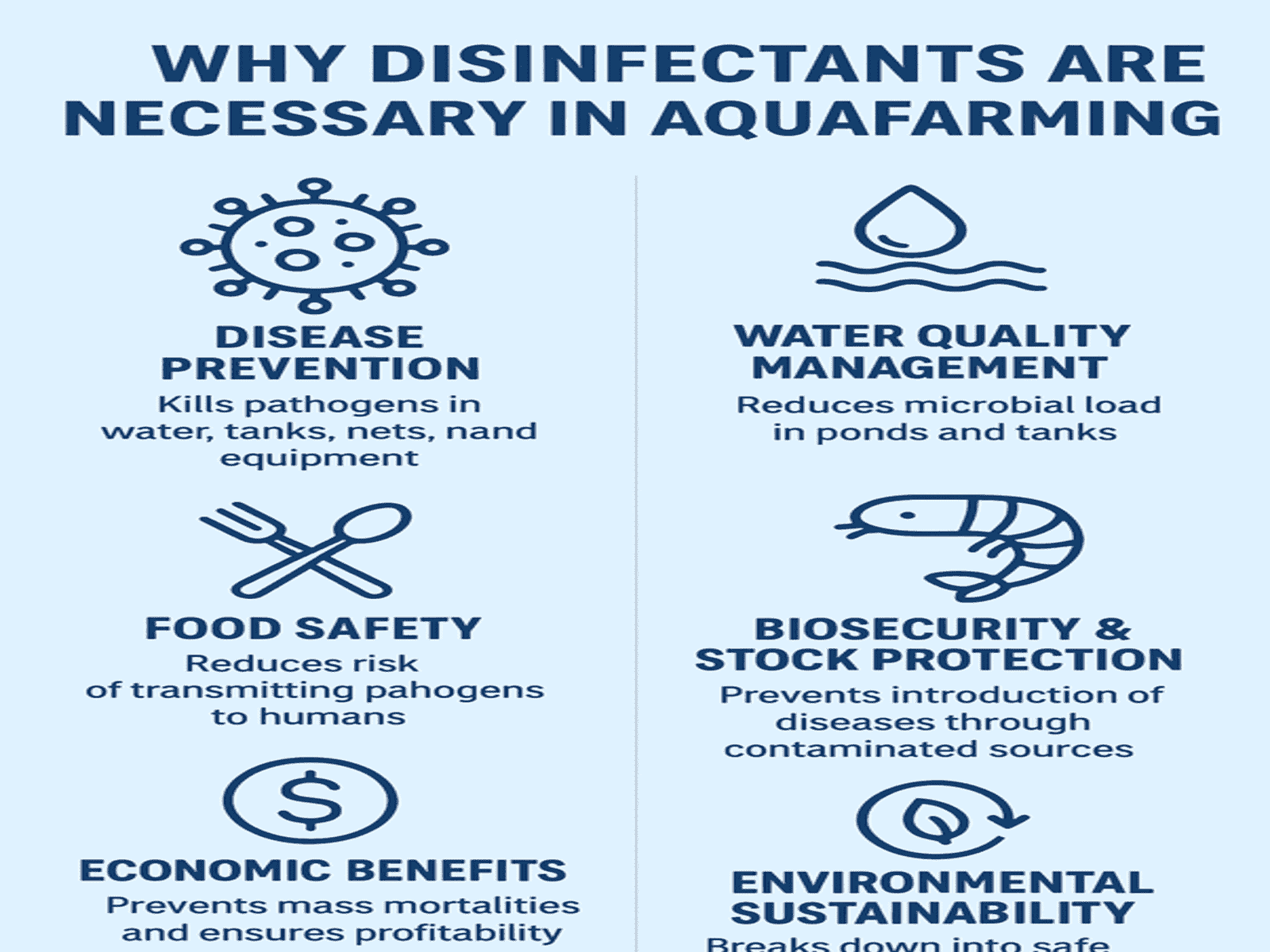
Why disinfectant is necessary for aquafarming
read more
How profitability in aquafarming depends on the use of disinfectants
read more
Bio Security in poultry farm—Fogging procedure of disinfectant
read more
Why Disinfectants Are Necessary in Poultry Farms
read more
Virucidal importance in disease control in AQUAFARMING
read more
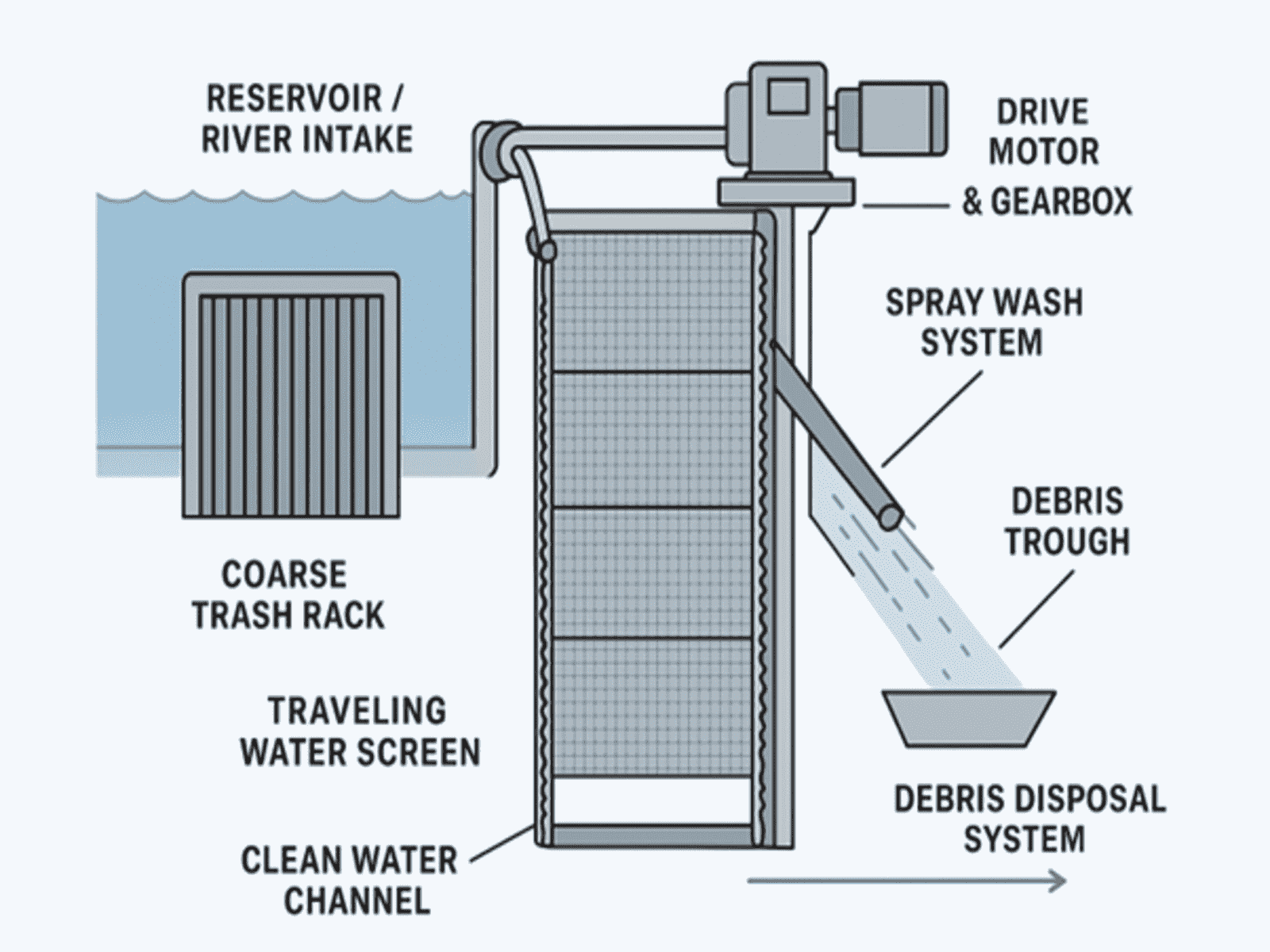
Water Filter Screens in Hydroelectric Power Stations
read more