API, Use of Oil Seperator in Waste Water Treatment
open

Principle of API Separator Plant
The API separator is generally a gravity separation instrument that usually works on the principle of Strokes Law. According this the rise in the velocity of oil droplets is based on the density, weight and water properties. The specific gravity difference between oil and contaminated water is smaller than the specific gravity difference between suspended solids and water. The separator's concept is based on that difference. According to this concept oil will present on the top of the separator. In the middle region waste water is present while in the suspended sediments layer are present. Once the oil and suspended solids are removed the middle phase again sent in most refineries waste water treatment plants. The oil top, which may contain absorbed water and associated particles, is normally skimmed off continuously. This oily layer can also process to extract valuable components or may be discarded. A chain and flight scraper and sludge pump generally used to remove the thicker bottom sediment layer.Performance Factors of API
The water temperature, horizontal velocity, density, size of the oil droplets, and the amount and characteristics of the colloidal matter are all important factors that affect API separator efficiency. API separators are designed to separate oil droplets of size 0.015 cm in diameter (150 microns). The API separator are also used to maintain laminar flow. This device also used to remove both free oil and suspended particles of concentration between50 and 200 mg/L. Removal of large amounts of free oils, greases, and suspended particles from reduces overloading and other downstream mechanismDesign and Operation of API Separator Plant
The API oil-water separator is a gravity-based separation instrument. It utilizes Stokes Law to determine the increase velocity of oil droplets depending on size and density. Since the specific gravity discrepancy among oil and wastewater is probably lower than that of the specific gravity discrepancy between suspended solids and water. The API oil-water separator is designed around that disparity. The majority of the suspended solids will settle to the bottom of separator as a layer of sediment. The oil will rise to the surface of the separator, as well as the wastewater will become the middle layer between both the oil on top as well as the solids on the bottom, according to that selection criterion. The oil layer is usually skimmed off and later thrown off or reprocessed. The bottom sediment layer is scraped away using a flight and chain scrapper and a sludge pump. Then the water layer is treated with a dissolved air flotation machine to remove any remaining oil. It is followed by a biological treatment unit to remove any unwanted absorbed chemical compounds.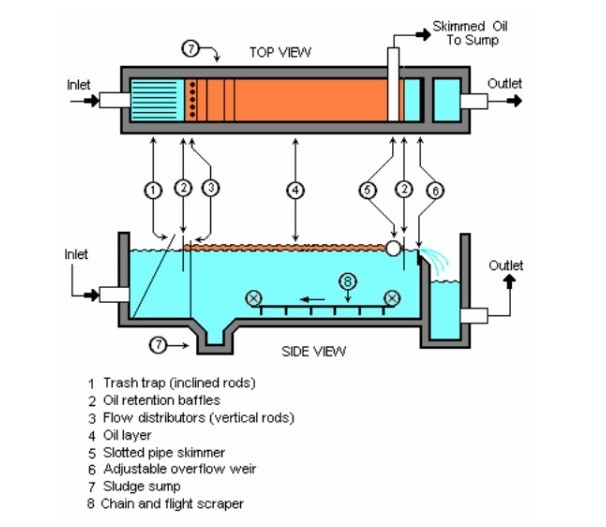
Design Criteria for API Separators
The API separator's design guidelines are thoroughly specified. The following are some of the most essential design specifications for API separators:- Depth to Width Ratio
- Length to Width Ratio
- Oil Particle Size
- Horizontal Velocity
- Maximum Width and Depth of Channel
- Inlet Distributions
Advantages of API Separator Plant
- Ability to manage wastewater containing high oil concentrations of up till 10,000 parts per million and high TSS concentrations of up till 20,000 parts per million
- Corrosion-resistant, non-metallic collector components are simple to install.
- Removal of concentrated oil
- Simple design
- Low maintenance on daily basis
- Resistance to plug with solids
API Separator Applications
There are following API separator application that are mentioned here- Oil/water separation
- Refinery wastewater
- Removal of solids and grits
- Removal of oil from waste waters
- Power plant operations
Limitations in Design
The following conditions affect the working of separators and gravity tanks. These conditioned are mentioned here- The size of oil droplet is less than 150 microns
- The density of oil is greater than 925kg/m3 Suspended solids are attaching to the oil thus the 'actual' oil density is more than 925 kg/m3
- The water temperature is less than 50C that limits the work API separator
- The large amount of dissolved hydrocarbons also limits or reduced the working of API separator
Additional Treatment of Water Discharges From API
Water released by API type separators typically requires numerous increased computational stages due to performance limits before it can be released or recycled. Water treatment is next used to effectively remove droplets less than 150 microns, embedded materials as well as heavier oils, hydrocarbons, and other impurities that the API did not remove. Some secondary treatment technologies are following:- DAF
- Anaerobic and Aerobic biological treatment
- Parallel Plate Separators
- Hydrocyclone
- Walnut Shell Filters
- Media filters
Waste Water Treatment Frequently Asked Questions
1) What does an API separator do?
An API oil-water separator is a machine made to separate oil and suspended solids in large quantities from industrial wastewater produced in petrochemical plants, chemical plants, natural gas processing facilities, and other sources of oily industrial water.
2) What is an oil water separator used for?
An oil water separator is what? Simply, an oil water separator separates oil and suspended solids from water so that they can be skimmed off, as implied by the name. Oil tends to float to the top because it is lighter than water.
3) What is API separator sludge?
Sludge from a wastewater treatment facility is used to treat wastewaters from the cleaning of oil storage tanks and is known as API separator sludge.
4) When should an oil separator be used?
On big air conditioning systems up to 150 tones and on low or ultra-low temperature refrigeration systems, oil separators are crucial. Most two-stage compressor manufacturers mandate the installation of oil separators.
5) Where are oil separators used?
In refrigeration systems where it is challenging for the oil to return from the evaporator, oil separators are used. These often include ultra-low temperature systems and field built-up systems, like those found in supermarkets. The discharge pipe for the compressor and compressors has oil separators fitted.
Related Posts
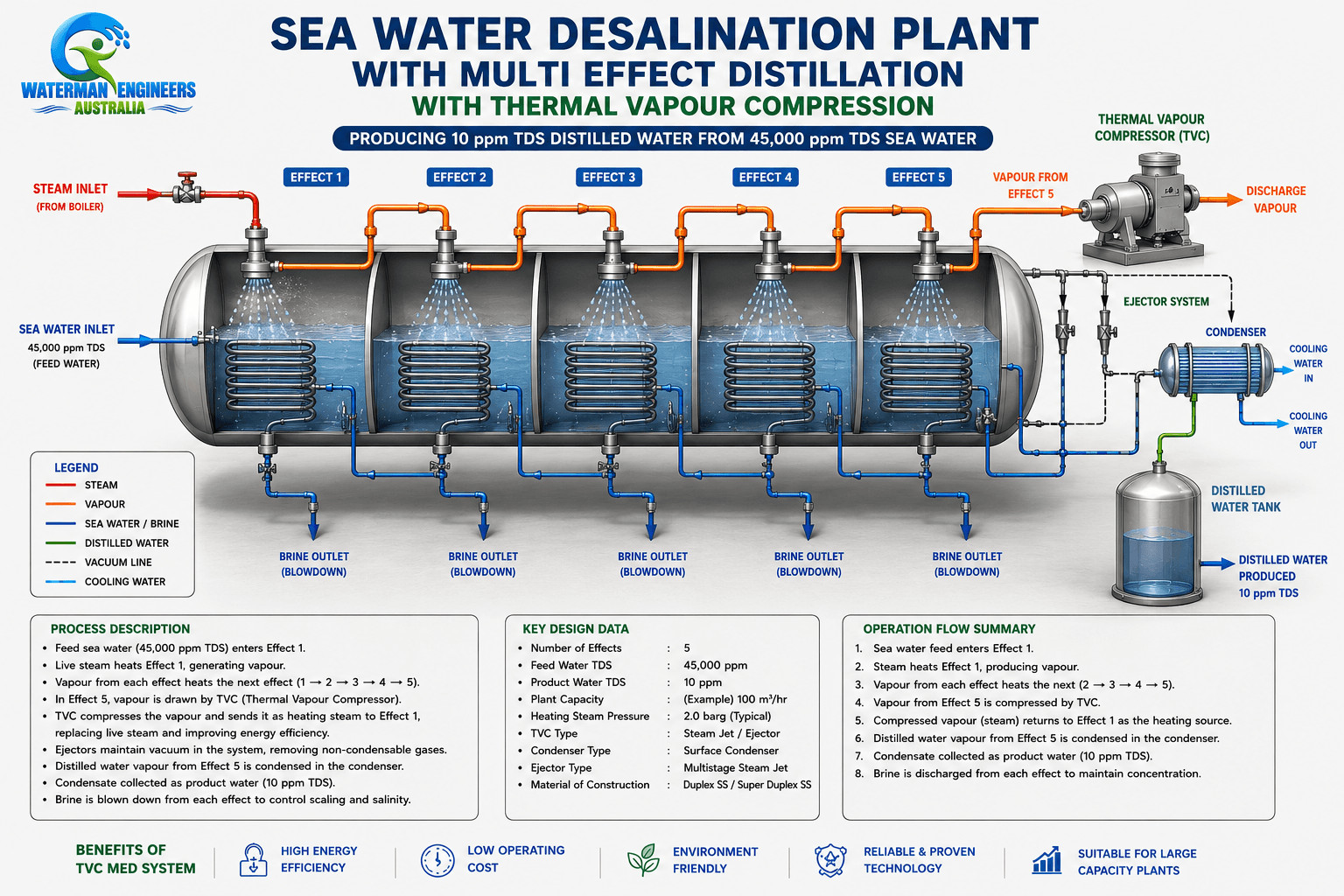
Sea Water Desalination Through Multi-Effect Distillation (MED) With Thermal Vapour Compression (TVC)
read more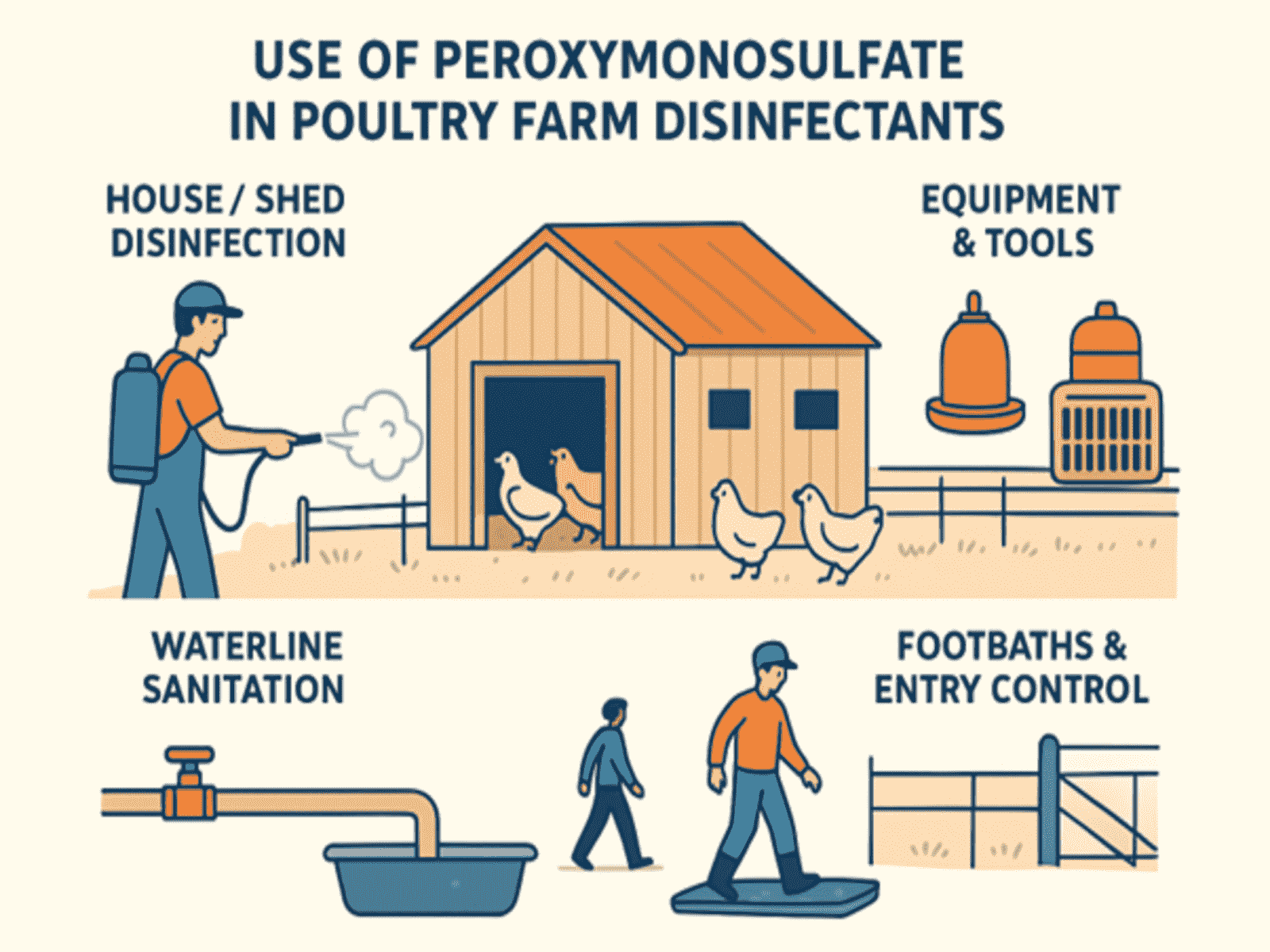
Disinfectant for Poutry Farm
read more
Why disinfectant is necessary for aquafarming
read more
How profitability in aquafarming depends on the use of disinfectants
read more
Bio Security in poultry farm—Fogging procedure of disinfectant
read more
Why Disinfectants Are Necessary in Poultry Farms
read more
Virucidal importance in disease control in AQUAFARMING
read more
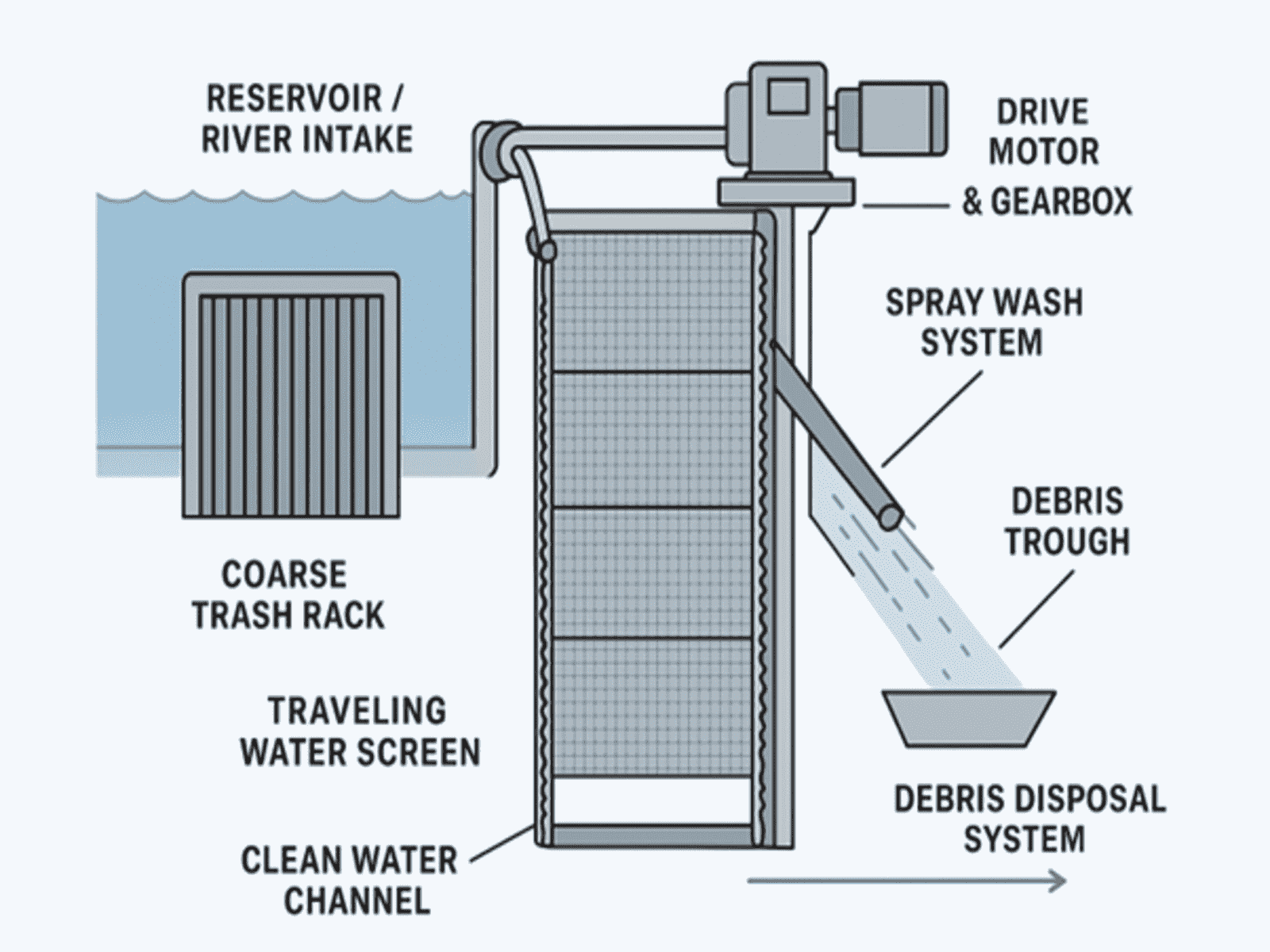
Water Filter Screens in Hydroelectric Power Stations
read more