Maintenance and Operation of Flue Gas Desulfurization Scrubbers
open

FGD units, or scrubbers, are large scale pieces of equipment that remove containments from flue gas (waste gas) from fossil fuel combustion. Specifically, they reduce the concentration of sulfur oxides.
Scrubbers can use a wet or dry process. The wet scrubbing process uses an alkaline slurry of limestone in the scrubber tower. This can cause the tower to sludge up which reduces flow paths and blocks spray nozzles.
1. Preventive Maintenance of Flue Gas Desulfurization Scrubber
A preventive maintenance program is a key component of any facility. It ensures that equipment is functioning within safety and compliance levels to reduce downtime, save money, and increase productivity. It also helps prevent incipient failures, which are imperfections that could lead to degradation or catastrophic failure. Power plants have to meet strict environmental regulations that are continually changing. One of the most important technologies that are helping them do this is flue gas desulfurization (FGD). It’s a system that takes Sulfur Dioxide from the exhaust gases of fossil fuel fired water tube boilers. This technology reduces air pollutants by converting the sulfur to a soluble form that can be easily separated from the steam. There are several different ways to accomplish FGD but the most common is wet scrubbing. This process uses an alkaline slurry of limestone and water to scrub the flue gases. The slurry is sprayed into the scrubber tower and the SO2 in the flue gas reacts with it. The resulting wet calcium sulfite can then be recovered and sold as salable gypsum. The liquid to gas (L/G) flow rates through a wet scrubber tower have a large impact on its operating efficiency. A high L/G rate allows the slurry to flow freely through the scrubber tower and avoid the formation of CaCO / CaCO2 scale that can block spray nozzles, demister supports and other hardware. A low L/G rate causes the slurry to solidify within the scrubber tower, which will decrease its ability to remove SO2 from the flue gas. Wet scrubbing systems are typically more expensive than dry scrubbing systems but can provide higher SO2 removal capacity. They can also be more reliable than dry scrubbing systems as they don’t have the same problem with lime scale and corrosion. Many of the same principles apply to wet and dry scrubbing systems, which is why many companies choose to use them in conjunction with one another. Depending on the type of power plant, some companies will prefer to use dry systems for HCl control and wet scrubbing for SO2 emissions. This way, they can use a single company for all of their maintenance and service needs, which increases efficiency, and reduces costs.2. Periodic Inspection of Flue Gas Desulfurization Scrubber
The periodical inspection is a requirement to ensure the safety of people and property. It is carried out by qualified personnel who are familiar with the system. They must look for potential problems and repair them immediately. This will prevent the machine from becoming faulty. It is also an opportunity to check the condition of the equipment and whether it is operating within its design limits. This will also help to identify any possible maintenance work that needs to be done. Periodic inspections are a good way to save money in the long run, because it will keep the machines operating in good condition for a longer time. Flue gas desulfurization (FGD) is a chemical process used in coal-fired power plants to remove sulfur dioxide from the flue gases produced by the boilers. It is typically a wet scrubber process, although dry scrubbers are available too. FGD processes are designed to absorb and scavenge the sulfur dioxide from the flue gas before it is released into the atmosphere, thereby helping to protect the environment and meet government regulations. Wet scrubbing is an acid-base chemical reaction that uses lime slurry to react with the sulfur dioxide in the flue gas and convert it into inert material. This is then disposed of in the waste water management system. In this type of scrubbing, the liquid to gas (L/G) flow rate through the scrubber tower is crucial because it controls how much SO2 is removed from the flue gas and how quickly the scrubber operates. The L/G flow rate is determined by how much liquid is pumped into the scrubber and how much gas flows through it each minute. A typical wet scrubber system requires about 120 gallons per minute (gpm) of liquid flow and 1,000 acfm of gas flow through the scrubber tower. It is important to keep the L/G ratio high enough to ensure that as much SO2 as possible is removed from the flue gas. Too low an L/G ratio would mean that the scrubber was operating inefficiently. A low L/G flow rate can also lead to a build up of the alkaline slurry in the scrubber tower which results in reduced flow paths, blocked spray nozzles and a solidified slurry that is very difficult to remove.
3. Flue Gas Desulfurization Scrubber Repairs
Flue gas desulfurization (FGD) is a set of processes and equipment that reduces harmful levels of Sulfur Dioxide in the exhaust gases created during fossil fuel combustion. Power plants and other large industrial facilities use these processes to meet EPA regulations that limit the amount of SO2 in their flue gases before they are expelled into the atmosphere. These gases are released into the air from water tube boilers, coal-and oil-fired furnaces, petroleum refineries, lime kilns, metal smelters, and cement kilns. FGD systems are vital to allowing these companies to produce clean energy, meet emissions standards, and be green-thinking. To meet strict environmental regulations, power plants have to keep their FGD Scrubbers in optimum condition and working at an optimal level of efficiency. When these machines experience a problem it can bring a plant to a standstill and may even result in the need for costly shutdowns. Fortunately, IA Mechanical is here to help you keep your FGD scrubber equipment up and running at the highest possible level of operation. The FGD process consists of many pieces of large scale equipment that take the sulfur dioxide from a plant’s smoke stack into a solid compound. Known as wet, spray dry, and dry scrubbers, they all work to absorb SO2 from the combustion gases before they are released into the atmosphere. FGD scrubbers are very complex pieces of equipment and operate under high stress conditions that can cause corrosion issues for a wide range of common engineering materials. In addition, the conditions within the scrubber create a high concentration of chlorides that can penetrate the protective oxide layer on stainless steels and initiate pitting. When the flue gases enter the scrubber system they are mixed with an alkaline slurry, commonly composed of ground limestone and water. The SO2 in the flue gases is absorbed into the slurry and reacts with it to form calcium sulfite (hemihydrate). This reaction produces aqueous bisulfite and sulfite ions. The sulfite ions react with oxygen in the flue gases to produce sulfate ions. This is the primary scrubbing mechanism. The slurry is then sprayed into the flue gas in a spray tower. As the slurry is sprayed, the SO2 in the flue gas reacts with it and forms wet calcium sulfite. This material is then converted into salable gypsum by the scrubbing system.4. Flue Gas Desulfurization Equipment Maintenance Schedule
Flue gas desulfurization equipment removes toxic contaminants, specifically Sulfur Dioxide, from the waste stream produced by fossil-fuel fueled power plants. This specialized power plant equipment can be installed as part of initial power plant construction or added later as a retrofit. The power station watertube boiler discharges waste gas that is referred to as the "flue gas" or "waste gas". This is then passed through an electrostatic precipitator or baghouse before entering the wet FGD scrubber. Wet scrubbers use pulverized limestone in an alkaline based slurry to remove SO2. The absorption tower is designed with saddles, rings or other highly specialized shapes that maximize contact area between the dirty flue gas and the slurry. This type of scrubbing system uses very high liquid to gas flow rates which in turn increases the SO2 removal efficiency. A wet scrubber system can operate at a pressure drop of up to 1 bar, but the liquid flow must be kept high to ensure the slurry does not solidify and reduce or block the spray nozzles and other internal systems. This is why a regular schedule for wet FGD scrubbing maintenance and inspection is essential. The circulating FGD slurry contains a wide range of contaminants and pollutants from coal, limestone and the makeup water used in the scrubber. Regulations now require that this slurry be continuously monitored and analyzed. On-line pH monitoring is typically employed to control process chemistry and to optimize SO2 removal. An often overlooked aspect of FGD scrubbing is the piping that carries the slurry. The slurry contains a number of contaminants that can cause corrosion problems in the piping. A good pipe lining material is required to keep the corrosion rate low. For this reason, a chlorobutyl rubber lining is an excellent choice. Chlorobutyl rubber is much less abrasive than the 40 durometer natural rubber compounds that were once commonly used in FGD scrubber piping and provides a service life of over 15 years. A corrosion control program that includes regular slurry analysis, periodic cleaning and the use of corrosion inhibitors can maintain a long service life for the scrubber piping.Related Posts
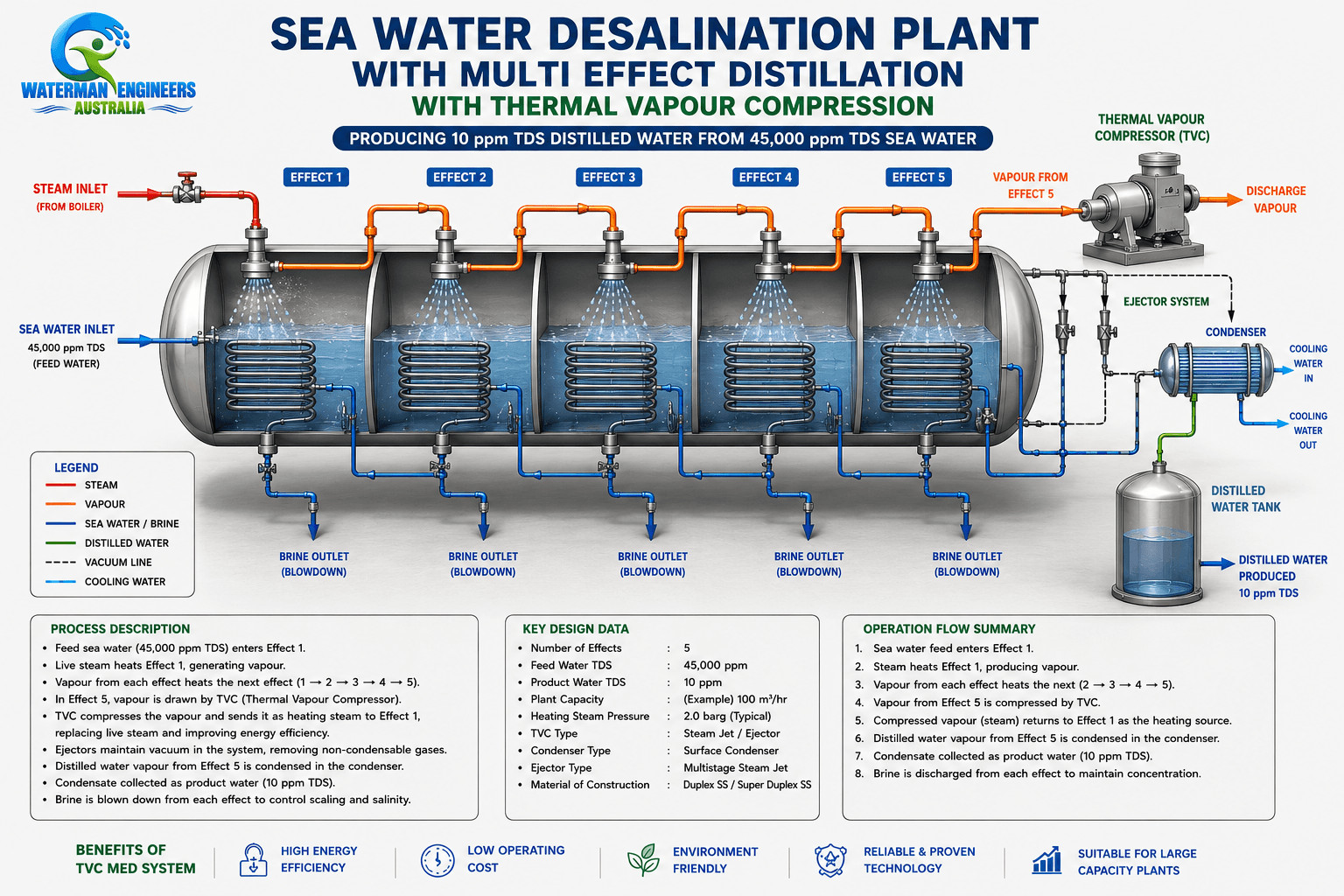
Sea Water Desalination Through Multi-Effect Distillation (MED) With Thermal Vapour Compression (TVC)
read more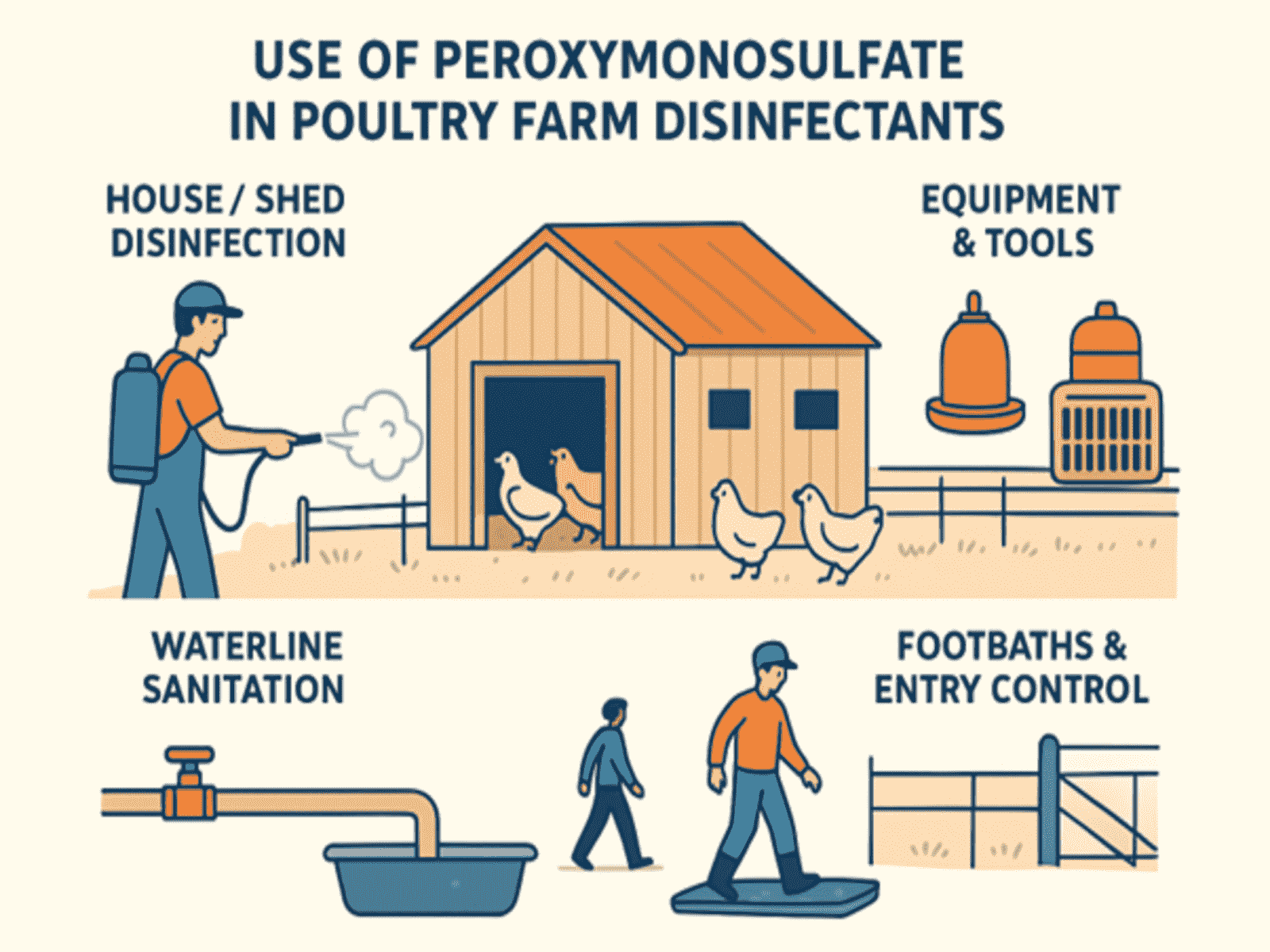
Disinfectant for Poutry Farm
read more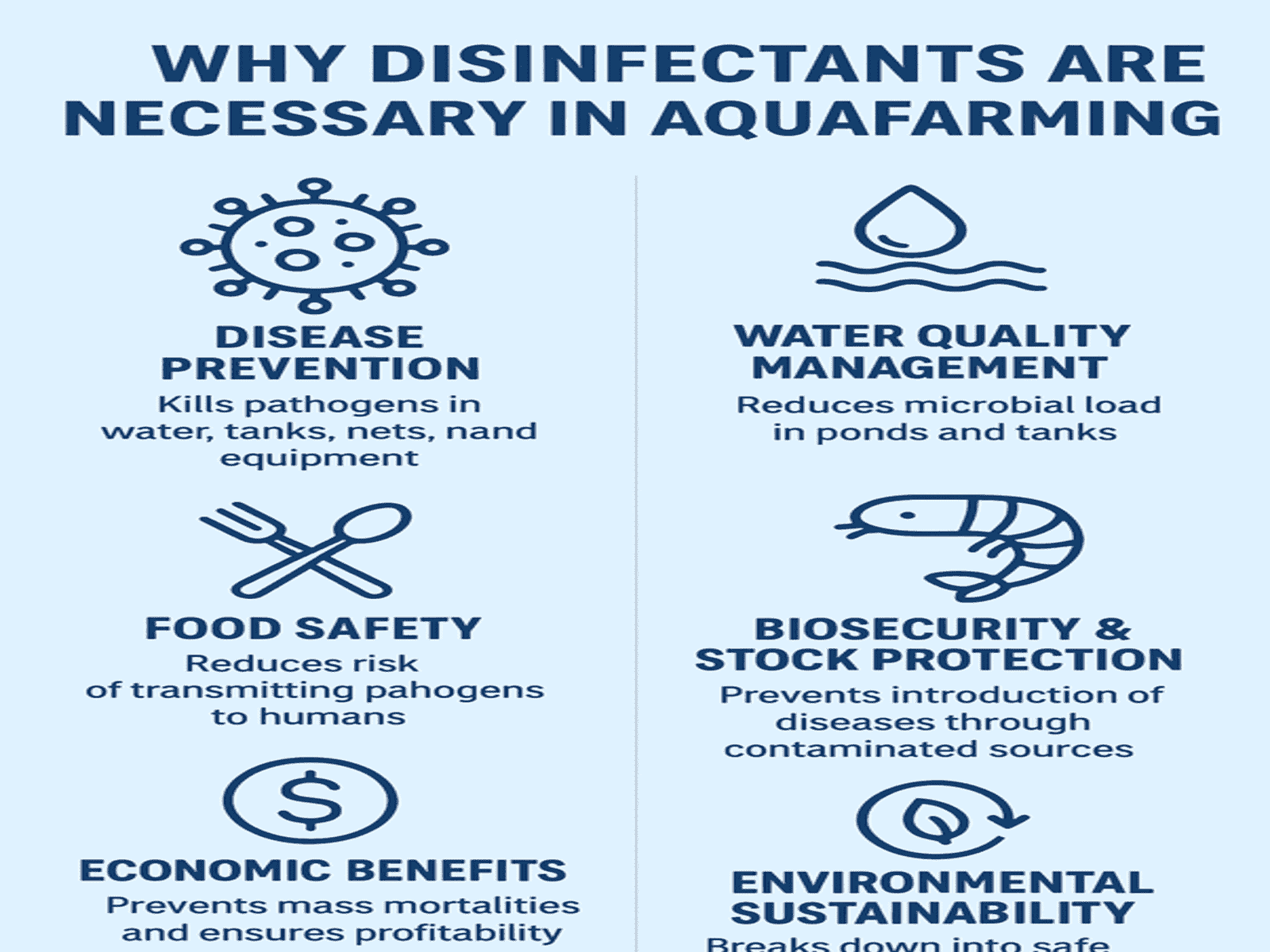
Why disinfectant is necessary for aquafarming
read more
How profitability in aquafarming depends on the use of disinfectants
read more
Bio Security in poultry farm—Fogging procedure of disinfectant
read more
Why Disinfectants Are Necessary in Poultry Farms
read more
Virucidal importance in disease control in AQUAFARMING
read more
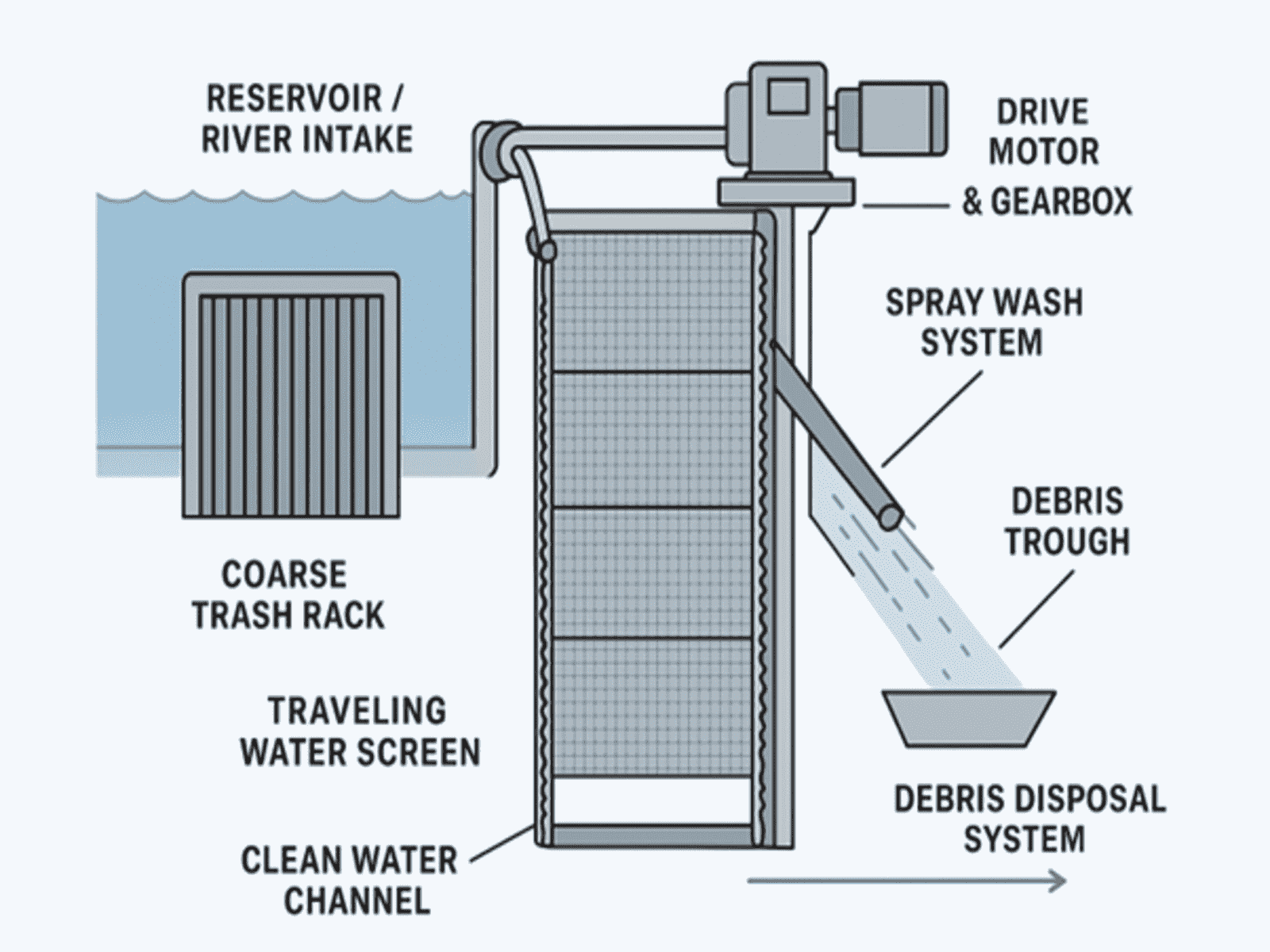
Water Filter Screens in Hydroelectric Power Stations
read more